

产品描述
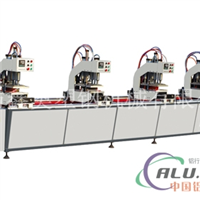
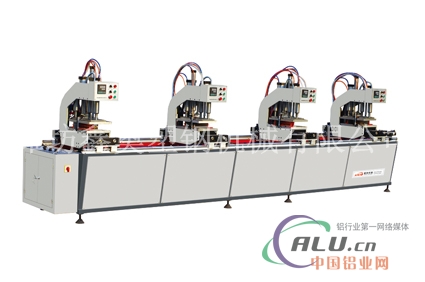
SWFHJ-3500.3/3C塑料门窗三位无缝焊接机
山东鑫奥销售部:高艳,全国24小时热线:***请点击商铺导航 联系我们*** 工作QQ:627443297 办公电话***请点击商铺导航 联系我们*** 网址:http://
SWFHJ-3500.3/3C塑料门窗三位无缝焊接机是生产塑料门窗的主要设备,三位无缝焊接机有左中右三个机头,通过三个机头的组合也可完成多种形式的塑料门窗焊接工艺。适用于覆膜、双色共挤型材等单面彩色型材“无缝”(≤0.2mm)的焊接。三位无缝焊接机工作效率高,适合大批量规模化生产。
--------------------------------------------------------------------------------
三位无缝焊接机技术参数:
输入电源: 380V/220V 50HZ
输入功率: 3.5KW
工作气压: 0.4-0.6Mpa
耗 气 量: 160L/min
焊接型材高度: 20-100mm
焊接型材宽度: ≤120mm
焊接长度: 400-3300mm
外形尺寸: 4300×1000×1700mm
重量(约): 1200Kg
--------------------------------------------------------------------------------
三、三位无缝焊接机主要组成部分与特点
3.1特点
SWFHJ-3500.3/3C塑料门窗三位无缝焊接机具有技术先进,性能可靠,一机多用,操作简单等特点。传动部分全部采用气压传动,使用无油润滑轴承和直线运动副轴承,精度高,易维护保养,特别是控制部分采用单片集成电路使整机可靠性大大提高,下压钳带有挤刀,可实现焊接型材对接时的清理焊熘的作用。
3.2主要组成
塑料门窗三位无缝焊接机由左中右三个机头、机架、电控柜、托料架等主要部分组成。
3.2.1.左机头:具有水平移动机构,机头可在程序控制下沿导轨移动20毫米,并且有定位机构(前后定位块),压紧机构(上下压钳),进给机构,加热机构(加热板、机头电器箱等)。
3.2.2.中、右机头:无左机头的水平移动机构,但设有机头手动夹紧机构。
3.2.3.机架、托料架:三位无缝焊接机机架由机身、导轨水平调节底座等组成。机身采用钢制方管焊接而成。水平调节底座用于支撑机架、调整导轨水平。托料架是焊接较大门窗的辅助机构,它可随机头移动。
3.2.4.电控柜:电控柜位于机架左侧,柜内装有焊机电控中枢——单片集成器。电控面板上装有加热时间,焊接时间预置,压力表、减压阀等电器控制元件。它是整个焊机的控制中心。
3.2.5.手摇调整装在前滚轮支架上,焊中挺型材时,可通过手摇调整装置调整右机头后定位板,使其与左机头后定位板处在同一平面。使用方便准确无误。
四、电气系统
4.1电气控制系统组成
电气系统包括单片集成器、熔断器、数显温度自动控制调节仪、各种控制按钮、指示灯、电磁阀等组成。原理详见电器原理图。
4.2单片集成器是一种数字运算操作的电子系统,是专门为在工业环境下应用而设计的一种工业自动控制程序器。它具有可靠性,维修简单,使用方便,易于扩充维护等显著特点。
4.3部分熔断器说明(参见焊机电气原理图)
FU0为PC机保险,FU4、FU5熔断器为PC机输出保险。(注:FU1、FU2、FU3为熔断器主触点)
4.4机控面板简介:机头面板上有前压、后压、运行、急停四个按钮及工作选择和机头加热两个按钮。其中前压、后压、运行均以程序设置成循环键,即按下“后压”键,后压钳压下,再按一次,后压钳即抬起。运行键除可驱动竖定位板起落外,又可引导程序进入“自动运行”区域。故通常操作程序为机头旋钮置开,选择单/联动→放置型材→运行→后压→前压→自动运行。
注:“急停”为红色自锁按钮,复位时顺时针旋转即可。
五、安装、调整:
5.1安装
5.1.1环境要求
三位无缝焊接机应该安装在干燥,无粉尘,无腐蚀性气体,温度在10°-40°的室内坚硬水泥地面上。
5.1.2开箱后将焊机连同包装底座整体移至安装位置。
5.1.3调平
调平前先拆掉运输用机头固定拉具,机头垫铁(注意:不要碰坏机头滚轮)将导轨清洗干净后是机头滚轮与导轨接触,通过调整机身下6个机架调平底座上的调整螺栓把导轨调至水平位置。具体要求是:两导轨上面平面全长内直线误差小于5毫米。调平后应锁紧机架调平螺母。
5.1.4接地
三位无缝焊接机机身必须接地,接地线采用黄绿双色多股胶合软铜体(绝缘体),其截面积为2.5平方毫米。接地后机身与主接地点之间的电阻应小于0.1欧姆。
5.1.5接气
工作气压0.4-0.6MPa,耗气量160L/min。把从压缩空气储气罐中引出的起源必须装在焊机机身后边的气源处理三联体的接头上,并开启空气压缩机给焊机工期,检查有无漏气现象。
5.2调整
5.2.1加热和焊接时间的调整
调整加热和焊接时间,是通过工人分别调整安装在电控柜面板上的触摸键实现调节。一般加热时间约为20-30秒,焊接时间约为25-30秒。
5.2.2减压阀的调整
1TY、2TY控制左中右三个机头的被焊型材的定位(进给2),加热融熔(进给1)的压力,可根据不同型材进行调整,1TY一般在0.2-0.3MPa之间,2TY在0.4-0.5MPa之间,3TY、4TY调节左中右三个机头前后上压钳压紧力,它的大小可根据型材的不同进行调整,一般在0.25-0.4MPa之间。调压时顺时针旋转为升压,反之为减压。
注意:减压阀的调整,必须在气源接通状态下,气源处理三联体中减压阀压力达到工作压力要求时(0.4-0.6MPa)进行。
5.2.3加热板温度调整
加热板温度的调整通过预置温控表上触摸键实现。在加热板有焊布条件下,一般为240-270℃。
5.2.4.气缸进行速度的调整:气缸上有前后两个调速阀,分别控制气缸杆伸出和缩回的速度。松开待调缸上的调速阀锁紧螺母,顺时针旋转为减速,反之为加速。调速完毕后锁紧调整螺母,锁紧后气缸速度应平稳,无冲击爬行现象。
注意:整个启动系统均采用回路节流调整。
5.2.5手动推动机头的调整:手动用于焊接前、焊接中,右机头的前后位置,使其后定位板与左机头后定位板处于同一平面。
5.2.6将45°、90°角尺(调整常用量具)凸台紧靠在后压钳的钳口上,然后将45°、90°角尺尖端顶到后定位板的内侧面上并将后定位板靠近45°、90°角尺,后紧固后定位板的螺栓。
5.2.6.1前定位板的调整:移动前定位板使其定位面与活动定位块侧平面距离为3mm后,锁紧前定位板即可。
六. 维护、保养
6.1经常检查各机构组件及气缸上紧固连接件,防止松动。
6.2定位板及上下压钳工作表面和钳口应保持清洁无油污,以避免降低焊接质量,其他部位也应保持清洁,每班擦拭。
6.3装在加热板上的聚四氟乙烯焊布必须保持完好无损,干净平整,否则应予更换。更换焊布时应停电进行,焊布尺寸310*310mm,焊布上的塑料残渣应随时刮掉。
6.4焊机各滑动机构均选用无油润滑轴承或直线运动轴承,不需润滑但也可在滑动轴上涂少量N20号机械油,正常工作情况下滴油量调整为5滴/分钟。
6.5气源处理器中水分滤气器过滤芯和存水杯应定期清洗放水。
6.6机床所在场地供电系统每检修一次,均应检查机床供电各线间的关系。
6.7电器箱内应保持清洁干净,禁止非专业人员开启PC机两线路接口盖。
七、故障排除
7.1调压阀压力升不上去,应检查调压阀弹簧是否断裂以便及时更换。
7.2电磁阀开动,静铁芯之间夹有杂物而产生噪音,应予清除。
7.3温控仪显示温度过高或过低,除检查熔融温度、进给压力外还应检查前后定位板是否松动,移动工作台进给气缸锁紧螺母是否松动;型材切口必须保证清洁没油污,一发现应及时清除。
相关推荐
其他供应
-

单价:电议 元
-
单价:1 元
-
单价:电议 元
-

单价:电议1 元
-

单价:电议1 元
-

单价:1 元
-

单价:电议1 元
-

单价:电议1 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。