产品描述
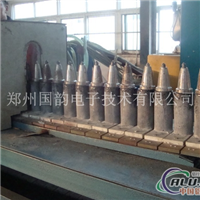
截齿焊接调质生产线 截齿焊接选择
为什么这么说呢?截齿焊接和热处理同步进行,截齿的耐磨性显著提高。通过一体化处理截齿硬度高、韧性好、耐磨耐冲击等特点,很好的保护了截齿齿体头部,降低了头部齿体磨损速度,使齿体与合金头同步磨损,达到了优配合。
一、设备配置:
截齿焊接调质生产线由以下部分组成:
1.中频感应加热电源
2.鞍型开式加热炉
3.机械自动化运动工装
二、设备用途:
截齿焊接调质生产线专用于截齿的批量焊接生产中,其中选用的我公司主要的设备是中频感应加热电源。该设备主要用途如下:
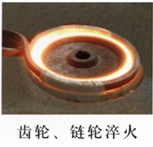
(1)、齿轮:适用于Φ600mm左右的齿轮;Φ800mm左右套筒滚子链轮淬火;淬硬度达到材质要求,淬深2mm—6mm;单齿可淬到模数50左右。
(2)、链轮:适用于Φ900mm左右的链轮;淬硬度达到材质要求,淬深2mm—6mm;
(3)、轴类:适用于¢250mm左右大直径轴类淬火,淬硬层深度2mm-6mm;硬度达到材质要求的表淬硬度。
(4)其它大工件淬火:汽车扭杆弹簧淬火、引导轮淬火、支重轮淬火等
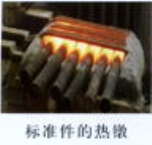
(5)、用于模锻前的加热,棒料:Φ50mm以上棒料透热,70见方方钢加热;
(6)、截齿在线焊接、盾构机焊接等
三、截齿焊接调质生产线参数:
主要技术参数:
机型:JZ-200/4
输入功率:200KW
中频范围KHZ:3-4
载频率:100%
输入电流:300A
供电电源:三相四线380V 50-60HZ
外型尺寸:530×760×1660
机型:JZ-300/4
输入功率:300KW
中频范围KHZ:3-4
载频率:100%
输入电流:450A
供电电源:三相四线380V 50-60HZ
外型尺寸:530×760×1660
四、截齿焊接调质生产线优点:
1、 钎焊和调质同步同时完成,避免了钎焊,调质分步工艺的重复加热。克服了分步工艺存在的焊缝氧化、蒸发、合金头裂纹,截齿尖部软化等问题。截齿综合机械性能提高,焊缝充盈饱满。整体工艺合理,质量提高。
2、 采用IGBT中频:技术先进,设备稳定省电。
3、 加热炉采用仿形设计,加热均匀。
4、 工作半自动进行,截齿自动进入加热炉,焊接加热完成后,自动出炉。两个人可操作整个设备。
五、国韵概况:
目前我公司产品涵盖:高频、中频、超音频、全频段,功率从16KW到1000KW,并有淬火机床,专用成套设备,全面用于锻造、轧制、钎焊、淬火、退火、调质等多个工业加热领域。年产三千台。畅销全国,并出口日本、台湾、越南、韩国等多个国家和地区。
相关推荐
其他供应
-

单价:78899 元
-
单价:68899 元
-

单价:电议 元
-

单价:电议 元
-

单价:电议 元
-

单价:电议 元
-

单价:电议 元
-

单价:电议 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。