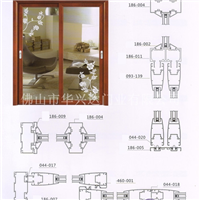
产品描述







 铝合金平开门型材佛山华兴达电泳工艺一:
铝合金平开门型材佛山华兴达电泳工艺一:
工艺流程:
酸洗
→
水洗
→
预脱脂
→
脱脂
→
水洗
→
水洗
→
磷化
→
水洗
→
水洗
→
超声波清洗
→
纯水洗
→
电泳
→
喷淋洗
→
水洗
→
纯水洗
→
风干
→
烘烤
设备:
1
.电泳槽:材料
PVC
或玻璃缸,配有漆液主循环过滤系统、超滤系统、热交换循环系
统、阳极隔膜箱,主要分为主槽和副槽,副槽内电泳漆不直接参与电泳涂层,而是电泳漆液
循环泵吸入口,
积聚泡,
加漆及超滤液返回电泳槽的周转的地方,
一般电泳主槽和副槽容积
比为
1
:
10
,平时循环落差为
50mm
左右。
2
.超滤机:超滤即通过半透膜,该膜孔径在
10-3-10-2μm
,能将槽液中悬浮的颜料,高
分子树脂截面挡回而使用槽液中的去离子水、
有机溶剂、
无机杂子、
低分子树脂和前处理带
来的磷酸盐通过半透膜,收集汇流在一起成为超滤渗透液,超滤的品种有管式、卷式、中空
纤维式、板式,目前以卷式和中空纤维较好。其中
UF
排量根据槽体大小选择,以我们公司
为例有
20L
、
50L
、
100L
、
200L
、
500L/
每小时的
UF
排量。
3
.纯水机:电泳时纯水的要求较高,好的纯水是保证电泳涂装性能的基础,纯水机有反
渗透、电渗析、离子交换树脂等几种。目前市面上用得多的是离子交换,其出水量根据生产
选择,以我公司为例有
0.5T/H
、
1T/H
、
2T/H
、
5T/H
的纯水机。
4
.电源:间歇式软启动,自动计时控制功能,稳压限流功能,过流短路过载保护功能。
各工艺的要求及指标:
1
.酸洗:根据工件的锈蚀情况而定,如果工件无锈蚀,此工艺可省去,如需要,建议用
磷酸。
2
.脱脂:此工序非常重要,脱脂的程序直接影响到后序工艺及成品的质量和效率,本工
艺要求超声波,以除去夹层中的油脂,温度在
70
℃左右。
3
.磷化:此目的是增强漆膜结合力及整体涂层防护功能,根据工件的特点,即弹簧本身
及夹缝三角铁的松紧程度,此工序可用镀锌替代。
4
.超声波清洗:由于工件夹缝多的特点,此工序是为了彻底清除夹缝中的残液,以免影
响后续工艺,工序中为清水中清洗,水温在
80
℃左右为佳。
5
.电泳:此工艺所用产品为新一代高柔韧性的产品
KLL-8098
,具有较优异的涂层性能,
配槽比例为漆:水
=1
:
4
,操作电
相关推荐
其他供应
-

单价:22500 元
-
单价:20800 元
-
单价:21 元
-
单价:21 元
-

单价:950 元
-
单价:950 元
-
单价:21 元
-
单价:21 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。