��Ʒ����
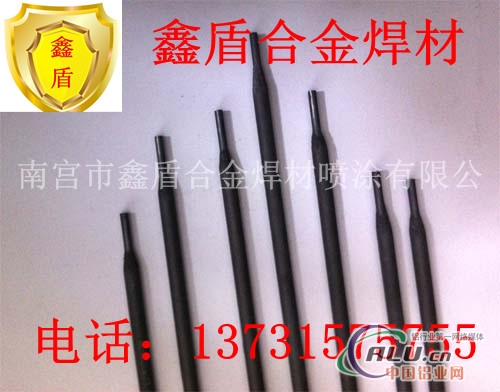
D707̼������ĥ����
���ϣ�GB��EDW-A-15
˵����D707�ǵ�������ҩƤ����̼�ֺ�о�ĶѺ�����������ҩƤ��̼���ٺϽ���ɣ��Ѻ�������������40-50%������ҩƤ�Ϻ�����ܽϳ����ں��������ҩƤ������С�����䣬��������ֱ�����ӣ�ʹ�ý�С������ ��;�����ڶѺ�����ʯǿ��ĥ��֮��е����������������ҶƬ���������ͱ���ҶƬ�������ҶƬ�����ٻ�ɰ��ȡ�
�۷������ѧ�ɷݣ� ������
|
C |
W |
Mn |
Si |
Fe |
|
1.50-3.00 |
40.00-50.00 |
≤2.00 |
≤4.00 |
���� |
�۷����Ӳ�ȣ�HRC≥85�ο���������DC+��
|
����ֱ����mm�� |
3��2 |
4��0 |
5.0 |
|
���ӵ�����A�� |
70-120 |
140-180 |
180-220 |
ע�����
1.�Ѻ���Ϊ̼��ʱԤ���¶���300�����ϡ�����Ϊ�ͺϽ��ʱԤ���¶�Ϊ400-500�档�Ѻ���Ϊ�����ʱԤ���¶�Ϊ600-650�档
2.�ͺϽ�ּ�����ֺ����뾭700���˻�
3.��ǰ�����뾭250�����Һ決1Сʱ
����Ƽ�
������Ӧ
-

���ۣ�180 Ԫ
-

���ۣ�170 Ԫ
-

���ۣ�75 Ԫ
-
���ۣ�65 Ԫ
-
���ۣ�120 Ԫ
-

���ۣ�65 Ԫ
-

���ۣ�58 Ԫ
-

���ۣ�110 Ԫ
����Ƽ�
����������������չʾ����Ϣ����ҵ�����ṩ�����ݵ���ʵ�ԡ�ȷ�ԺͺϷ����ɷ�����ҵ�����������Դ˲��е��κα�֤���Ρ�Ϊ�����������棬���ǽ�����ѡ���������� ��ҵͨ��Ա���������ѣ��������û���ǿ����Ϣ��ʵ�Լ��䷢�������������ʵ���𣬱�������Ҫ
������ʾ����ҵ�з��գ�Ͷ����������������թƭ����������ƽ̨��άȨ�ٱ���0571-89937588��
- �Ϲ����ζܺϽ���Ϳ����˾
- ��Ӫģʽ��������
- ��Ӫ����ĥ����,��ĥ��˿,��ĥ�Ͻ�ۿ�,��ĥ�Ͻ�ת����,��ĥ���ϸְ�,ĥ��ĥ��,ƽ̨�Ͻ��
- �������ӱ� ��̨