产品描述
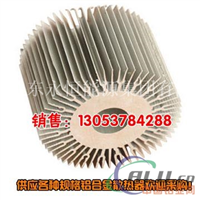
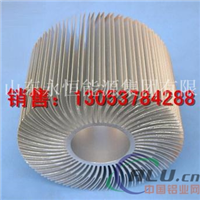
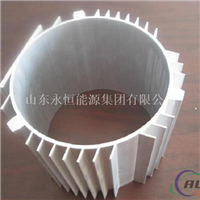
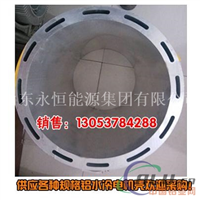
热挤压成型的铝合金电机壳具有质量轻、强度高、散热性能好、表面美观大方、耐腐蚀、内膛免切削等优点。由于传统的铝合金电机壳加工过程中,机壳与端盖的同心度较差,造成铝合金电机外壳运行噪声非常大。根据铝合金电机外壳的加工方式,设计了一种铝合金电机壳的安装,采用该工装能够实现一次卡装后可同时进行铝合金电机外壳两个端面止口的加工,提高生产效率一倍以上,解决了铝合金电机外壳的噪声大的问题。
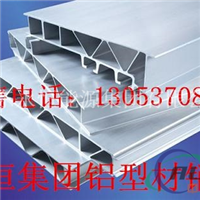
根据铝合金的成分和生产工艺特点,通常分为形变与铸造铝合金两大类.工业上应用的主要有铝-锰,铝-镁,铝-镁-铜,铝-镁-硅-铜,铝-锌-镁-铜等合金.变形铝合金也叫熟铝合金,据其成分和性能特点又分为防锈铝,硬铝,超硬铝,锻铝和特殊铝等五种,铝合金电机壳主要应用于电动轿车电机、水冷电机、伺服电机、变频电机等多个方面。
铝合金电机壳由于在加工过程中需要对铝合金电机壳进行两次卡装,增加了铝合金电机壳加工的时间,从而影响了生产效率。而且,由于两次卡装,不能保证铝合金电机壳的平行度,特别是铝合金电机壳两个断面的平行度,在铝合金电机壳在电机的使用过程中,由于铝合金电机壳两个断面的平行度差,导致机壳和端盖的同心度较差,造成铝合金电机壳电机转子产生机械不平衡,电机容易产生扫膛,成为铝合金电机壳电机产生噪声的主要原因,影响了铝合金电机壳的推广。
为了克服现有铝合金电机壳电机加工过程中的不足之处,设计了一种通过一次卡装即可完成铝合金电机壳两端面的加工和铝合金电机壳两端止口的加工,加工精度高,能够提高生产效率的铝合金电机壳两端加工工装。设计的铝合金电机壳两端加工工装,其特征在于,包括由于多个涨紧块组成的锥度管、锥度块、拉杆、定位盘,每块锥度块分别与连接套固定连接,相邻涨紧块之间有涨缝,锥度块位于锥度管内,锥度块与锥度管具有相同的锥度,连接套与定位盘固定连接,定位盘上设置有多个安装孔,定位盘沿轴设置有通孔,拉杆一端与锥度块链接,另一段穿过定位盘上的通孔与动力源连接。
相关推荐
其他供应
-

单价:20000 元
-
单价:20000 元
-

单价:20000 元
-

单价:20000 元
-

单价:20000 元
-

单价:20000 元
-
单价:20000 元
-

单价:20000 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。