产品描述
二、拉伸力:400T
压边力:20*20T
拉伸缸行程:600MM
压边缸行程:500MM
压边架由油缸带动自动传动
电机功率:22KW
四周压边结构,不论压制产品的大小,放置的板材尺寸一致
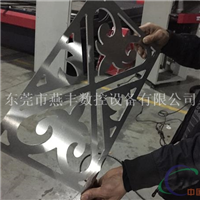
双曲铝蒙皮拉伸是铝板两端在拉伸机的拉伸带夹紧下,被工作台上面的的拉伸木模和铝板接触,产生不均匀的平面拉应变而使板料与拉伸模贴合的成形方法。
1)纵向拉形
铝板沿纵向两端头夹紧,在被工作台顶升的拉伸模模顶力和拉伸夹纵向拉力双重作用下,使铝板与拉伸模贴合的成形方法。一般用于纵向曲度大的狭长形蒙皮零件成形。纵向拉伸机加上上压装置,可成形蒙皮上有凹陷和鼓包的部分。
2)横向拉形
铝板沿横向两端头夹紧,在被工作台顶升的拉伸模顶力作用下,使铝板与拉伸模贴合的成形方法。一般用于横向曲度大的狭长形蒙皮零件。
蒙皮零件拉形与型材零件拉弯相似,都是以增加拉力减少回弹,而提高成形准确度。但在拉形情况下,材料的变形状态却要复杂得多。
拉伸过程大致可分为三个阶段:
a)开始阶段
将拉伸木模放在拉伸机上,并将铝板毛料两端夹入拉伸带下面,然后拉紧拉伸带,木模脊背较高处与毛料接触,毛料被弯曲并张紧。
b)中间阶段
设想将毛料沿木模横切面划分为许多条带,随着拉伸带拉紧,中间条带的附近条带相继与木模脊背贴合,循此渐进,直到较边缘的条带也与木模贴合为止,于是这时毛料的内表面都与木模贴合,取得了木模表面的形状。
c)终了阶段
毛料与木模表面完全贴合后,再作少量补充拉伸.例如约1%的延伸率,使边缘材料(即较后与木模接触条带)所受的拉应力超过屈服点,以达到减少回弹,提高成形准确度的目的。咨询联络方式***请点击商铺导航 联系我们***曾S
相关推荐
其他供应
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。