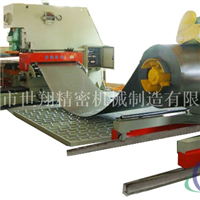
产品描述
高速滚轮送料机是目前冲压行业使用较广泛的送料机之一,主要是速度快,精度高,针对连续冲压具有良好的效果,送料机会出现送距有时突然变短、送距忽长忽短、送料倒退现象都属于送料不准,然而造成厂家停工,影响生产效率,如果机器出现送料不准等问题,一般客户很难解决,在此世翔精机把多年经验告诉大家,帮大家解决此类问题。
滚轮送料机出现送料不准有以下几点解决:
1. 材料厚度调整不正确或没有调整;解决方法:将放松把手上拉,材料放入上轮与下轮之间,放下放松把手,然后松开料厚调整盘固定螺丝,上下移动料厚调整盘把手,让放松支架左右摇动约5mm间隙,再将料厚调整盘固定螺丝锁紧。
2. 放松时间不正确;解决方法:模具内导销高等插入导销孔时,调整放松螺丝碰到培林,直到料松为止,再固定螺帽锁紧。(约上轮离开料0.5mm以内)
3. 送料时间不正确;解决方法:送料时间是由偏心盘控制,一般正常是由9点(270度)到3点(90度)为送料时间,可根据客户需要自由调整送料时间,把偏心盘螺丝松掉,旋转偏心盘来调整送料时间。
4. 放松把手惯性太大或放松轴失油卡住,接触面磨损;解决方法:压料弹簧压紧些,需打油到放松轴里面。
5.冲床行程太短或模具内导销太长;解决方法:冲床行程加长,导销磨短。
6.十字接头太松或磨损;解决方法:处理更换。
7.摇臂螺丝松掉或摇臂断裂;解决方法:锁紧或更换。
8. 冲床寸动有刹车惯性,冲床的自动送料轴端伞形齿轮间隙过大;解决方法:冲床停在下死点,用寸动一次回旋再到下死点,划线测定之。
9.送料机单向装置和逆向装置磨损;解决方法:送厂修理或更换。
10.刹车装置有油或弹簧紧度不够;解决方法:把刹车片擦拭干净,更换刹车片。把刹车弹簧调紧些。
相关推荐
其他供应
-

单价:99 元
-

单价:15682 元
-

单价:8998 元
-

单价:10000 元
-

单价:8987 元
-

单价:9999 元
-

单价:99 元
-

单价: 元

相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。