



产品描述
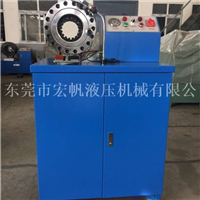
胶管扣压机 钢管压管机 自动扣管机
HF-51型扣压机是我厂在生产【68】、【88】等系列扣压机的基础上,研发的第九代产品。该机型吸取了英国扣压机的精髓部分,其实用性、经济性是目前国内外同类产品中【6mm-51mm】的优质机型,是其他机型的换代产品。
扣压机安装调试
※搬运:压管机适宜采用叉车搬运,并以扣压机底部受力,扣压机严禁倒置。
※注油:打开加油口,加入46#抗磨液压油到油位显示红点位置
※接电:按指定的位置接上电源线,二项电一定要接一颗零线和 一颗火线,如果结成两颗火线,就会倒置电机和电器烧毁。三项电要对电机风叶正传才能正常使用工作。
※按钮操作:电源开关(0是关、1是开)
合模(扣压胶管按键)
开模(扣压后张开按键)
点动/半自动(定位调好的状态下可以选择半自动,实现自动扣压效果)
蜂鸣器 (扣压到定位设备调节的尺寸会发起提示)
※定位设备使用:定位设备旋钮正时针旋转一圈前进1mm,扣压尺寸相应减小1mm,以此类推,逆时针旋转一圈后退1mm,扣压尺寸相应加大1mm,如装好【15】号的模具,要求扣压好后外径是18mm,先把定位设备旋钮旋转到【0】对【0】,然后顺时针旋转到【3】对【0】,
(用模具号15加上3圈就是18mm),扣压出的胶管接头外径就是18mm,以此类推。
扣压操作
※ 压管机初次使用时应空载扣压20~30次, 观察各部位均正常后方可使用。
※ 压管机在冬季使用时应空载扣压20~30次, 以使油温增高一些。
※ 按下张开按钮,模座张开后,根据所扣压胶管规格选用相应的模具安装在模座上,并调整千分尺刻度。
※ 把套好接头的胶管置于压管机头内适当位置,使得一次扣压全部长度。
※ 选择半自动按下合模按钮执行扣压操作,直至压管机头停止扣压自动张开模具为止。
胶管扣压机 钢管压管机 自动扣管机
相关推荐
其他供应
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9900 元
-
单价:1500 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。














