产品描述
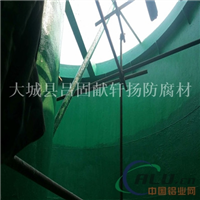
电厂烟道树脂涂料 高温玻璃鳞片脱硫施工
粗糙度的要求必须达到RZ40-75mm的要求,检测可用粗糙度测定仪检测,用粗糙度测定仪对表面处理的基体表面检测时每10m2选定8处,每处选定5个点进行测量,每处5个点的算术平均值作为该处的粗糙度数值,但5个点内任何一点的较小读数不小于40μm,非常大读数不大于75μm为合格。
金属面达到瑞典除锈标准Sa3级。
鳞片衬里对基体喷砂处理的要求为Sa2.5级,即要求对金属基体表面经过喷砂处理后,表面呈现“银白色",钢材表面无可见油脂、污垢、氧化皮、铁锈、油漆涂层等附着物,任何残留的痕迹仅是点状的轻微色斑。
(3)底漆涂刷:
喷砂后表面在一个工作轮班(8~12小时)之内或在产生可见的表面锈斑之前上底漆。如果发生表面生锈,生锈区域将根据以上要求重新喷吹。通过刷或滚动上底漆。根据现场环境温度按照相应的比例在底漆中加入固化剂和促进剂搅拌均匀后使用(注意:促进
剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再加入固化剂搅拌均匀)。
当以下任何情况存在时不允许上底漆:
― 工作区域的相对湿度大于85%。
― 金属表面的温度未超过工作区域空气露点温度3℃。
― 金属表面的温度或工作区域空气的温度高于32℃或低于5℃时。
― 金属表面有灰尘、污迹或水分
涂刷后的底漆层应当均匀,无漏涂,无明显的流淌痕迹。
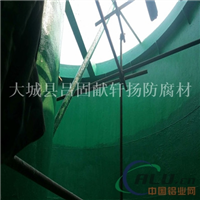
电厂烟道树脂涂料 高温玻璃鳞片脱硫施工(4)、胶泥涂抹:
胶泥涂抹时,底漆层必须已经固化,且底漆层暴露在空气中的时间不超过两周。
鳞片胶泥施工采用涂抹磙压法施工。
抹涂磙压施工作业是通过作业人员用抹子、灰刀等工具按一定厚度要求和一定的涂抹方向涂抹到被防护的表面,再经过压磙(方向统一)压光、除泡压实、压平、使鳞片按规定方向叠压排列后固化成型。(分两遍施工完成,滚压使用羊毛滚筒沾取少量滚压液)
根据现场环境温度按照相应的比例在鳞片胶泥中加入固化剂和促进剂搅拌均匀后使用(注意:促进剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再
加入固化剂搅拌均匀)。
鳞片胶泥的施工环境与底漆涂刷的施工环境相同
(5)、局部FRP加强层:
在设备的阴阳角、人孔、支撑及接管处等部位结构应力较为集中,由于鳞片衬里材料为热固化材料,所以在材料固化过程中会在这些部位形成非常大的热应力集中,为保证这些部位的防腐层质量,需要在该部位加衬一层FRP加强层,从而确保这些部位的防腐层质量。 FRP贴衬,一般采用手糊法,贴衬顺序应先立面后平面,先上后下,先里后外,先壁后底。一般采用间断法施工,先涂刷胶料,再衬布或毡,赶走气泡并贴紧,其上再涂胶料直至完全浆布或毡沁透。FRP衬里施工后应检查其质量,如有毛刺,流淌,气泡等缺陷,应清除修整,合格后方可继续施工。在固化后,应进行一体质量检查,发现缺陷后应进行修补。FRP加强层的施工环境要求与底漆涂刷的施工环境要求相同。根据现场环境温度按照相应的比例在FRP胶液中加入固化剂和促进剂搅拌均匀后使用(注意:促进剂和固化剂严禁同时加入,应当先加入促进剂搅拌均匀后再加入固化剂搅拌均匀)。
(6)、局部耐磨层施工工艺
在防腐部位有非常大的磨损状况需要在鳞片胶泥涂抹层上再涂抹一层厚度不小于1.5mm的耐磨层,以保证防腐层的质量。即在胶泥涂抹完成并固化后再涂抹耐磨层。
耐磨层的涂抹施工过程与鳞片胶泥的施工过程相同,即采用涂抹磙压法施工。
抹涂磙压施工作业是通过作业人员用抹子、灰刀等工具按一定厚度要求和一定的涂抹方向涂抹到被防护的表面,再经过压磙(方向统一)压光、除泡压实、压平按规定方向叠压排列后固化成型。
相关推荐
其他供应
-

单价:18 元
-

单价:18 元
-

单价:18 元
-

单价:18 元
-

单价:16 元
-

单价:1 元
-

单价:16 元
-

单价:15 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。