产品描述
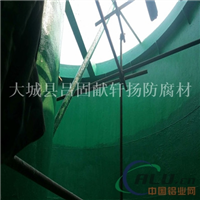
脱硫塔防腐涂料 高温内壁厂家施工
1.3.14涂抺界面及端面处理:防腐施工界面粘结强度历来为防腐的要点,施工界面处理的好坏,将直接影响施工质量及防腐寿命,在施工过程中,施工界面必须保护清洁,无杂物及明显的流淌痕迹应打磨掉。端面处理必须采用搭接,不允许对接,因为端界面形状自由性非常大,对接不能保证相互间有效贴合,为保证防腐层及设备的使用寿命,应增加二层玻璃钢加强。鳞片排列将处于不良状态,从而成为防腐层的薄弱点。
1.3.15玻璃鳞片固化后,修理找补缺陷后,刷一道封闭面漆。
1.3.16玻璃鳞片涂层的质量控制:玻璃鳞片涂层的质量好坏直接影响其防腐蚀性能和使用寿命,因此应对玻璃鳞片涂层质量加强严格控制。涂层的终检测项目主要有:
*外观缺陷检查:采用目测法(必要时可采用放大镜),涂层应均匀,无刷纹、流挂、气泡、针眼、微裂纹、杂物等缺陷,也不允许存在泛白或固化不完全。
*硬度:采用巴柯尔硬度指标,表面硬度至少大于35,一般要求表面的硬度值不低于材料性能指标提供的90%。
*小孔测试:采用直流电火花检测仪器检查测试涂层的缺陷及不连续点,以不产生击穿火花、无启动紧急信号为合格。道胶泥施工后检测电压为:5000V;第二道胶泥施工后根据不同厚度的鳞片衬里检测电压为:9000V,12000V,15000V和18000V。
*回粘测试:用溶剂浸湿干净的布,反复擦拭涂层的表面,看表面是否因溶剂的侵蚀而发粘,此方法可以有效地了解涂层的固化程度。
*厚度的测试:利用电磁厚度计与标准试块厚度比较,在整个涂层的表面测定,每平方米不少于1个点,总平均厚度应该达到设计要求。每1m至2m检测一点,平均厚度达到设计要求。
*锤击检查:用木锤轻击涂层表面,任意取点测试,不应有不正常声音。
金属表面喷砂除锈必须达到Sa2.5级,无焊渣毛刺等,表面焊缝应光滑平整,凸出高度不超过0.5mm,如超出时应用砂轮机打磨至满足要求为止。
1.3.17金属表面处理完后,用压缩空气或吸尘器将表面清理干净,在8小时内刷一道底漆,防止金属重变新锈。
脱硫塔防腐涂料 高温内壁厂家施工1.3.18玻璃鳞片涂层的质量控制:玻璃鳞片涂层的质量好坏直接影响其防腐蚀性能和使用寿命,因此应对玻璃鳞片涂层质量加强严格控制。
1.4、底漆涂刷:
1.4.1根据环境条件,确定固化体系加入量,以利施工。
1.4.2取一定量底漆料液,加入现场确定量的固化剂量,充分搅拌均匀。
1.4.3底漆应在喷砂清扫后8h内涂敷。涂刷前应使用易挥发溶剂将待衬面擦洗一遍,待溶液充分挥发后方可涂刷。
1.4.4将调配好的底层胶液,用刷子或磙子均匀地涂敷地待衬设备施工面上,严防漏涂。
1.4.5一次配制胶液使用时间为30~40min。混料时,应设专人掌握配料量。
1.5、鳞片材料施工:
鳞片材料因填料加入量较一般材料量大,且为片状粒料,又加了悬浮剂,故粘度较一般材料大得多,涂刷亦较难。故其涂刷工艺与一般涂料相比,其主要技术问题如下。
相关推荐
其他供应
-

单价:18 元
-

单价:18 元
-

单价:16 元
-

单价:16 元
-

单价:16 元
-

单价:16 元
-

单价:16 元
-

单价:15 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。