






产品描述
铝门窗加工质量控制点
1、主、副型材下料
型材定尺下料是铝合金门窗(组角工艺)加工流程重中之重的环节,下料工艺是否规范直接影响切割型材的精度;所以,控制好这一环节相当重要。
精度要求:重复定长度精度≤0.3MM
切割角度允差?5?
切割面垂直度0.1MM
解释:重复定长度精度 误差过大影响组角角部的效果(错位
功能特点
1.用于铝型材90?、45?的双头切割
2.直线导轨,提高了运动精度
3.专用进口硬质合金锯片,保证切割面质量和耐用度
4.高精度主轴,使锯片运动平稳
5.两锯头即可单独工作、也可同时工作
6.防护罩设计,使工作更加安全
7.型材切割角度误差:?5
8.切割型材的平面度:≤0.05mm
9.切割型材的粗糙度:Ra12.5μm
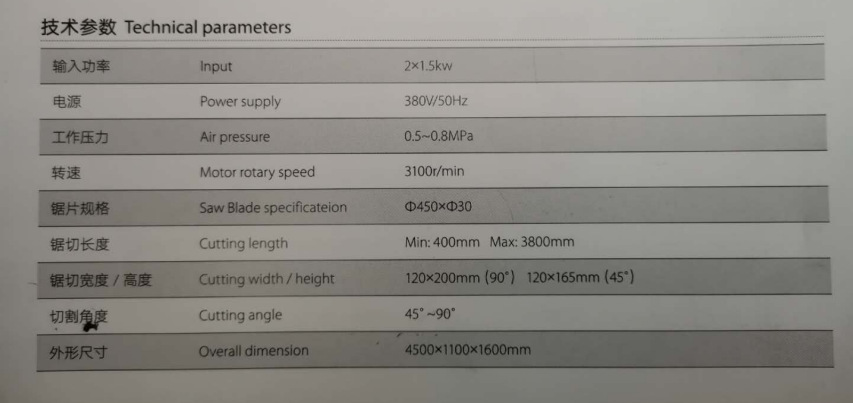
产品参数
产品图片仅供参考具体以实物为准.


相关推荐
其他供应
-

单价:26500 元
-

单价:11600 元
-

单价:7600 元
-
单价:7600 元
-

单价:48600 元
-

单价:28600 元
-
单价:28600 元
-

单价:30688 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 山东正峰数控机械有限公司
- 经营模式:制造商+贸易商+服务商
- 主营:铝合金门窗设备,塑钢门窗设备,断桥铝门窗设备,中空玻璃设备,数控双头精密切割锯,极简门窗设备,全自动角码切割锯,铝型材数控钻铣床
- 地区:山东 济南
留言咨询














