



产品描述
江苏艾斯曼机械有限公司

模具唇口间隙应略小于或等于板制品厚度,模唇中间间隙应略小于两侧端模唇间隙。
注意三辊工作面粗糙度R应不大于0. 2pm。清理辊面时不许用硬钢刀刮划辊面,应使用铜质刀清理辊面残料。
辊面应有一些中高度;三辊间的间隙应等于或略大于板的厚度。

成型模具温度控制要稳定。温度高时熔料在模具内流动速度变快;温度低时熔料在模具内流动速度变慢。不稳定的熔料流速会造成板(片)制品的纵向厚度误差大。
注意控制三辊的工作面温度,应是进片辊温度略高些,出片辊温度略低些。辊面温度偏高,板坯不易脱辊,制品表面易产生横纹;温度偏低,制品表面不光泽。根据此现象,辊面温度控制要及时调整。
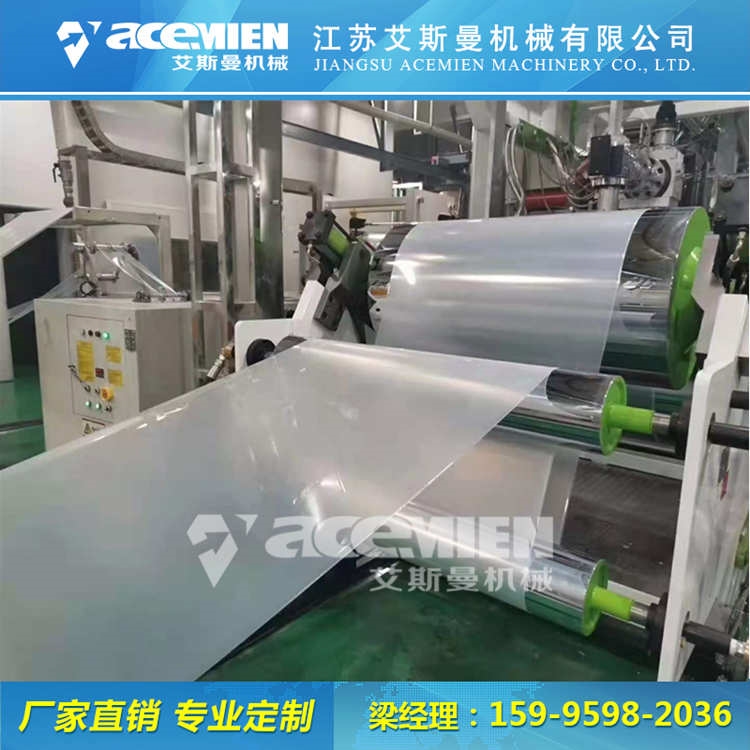
三辊的运转速度要略高于板坯从模具口的挤出速度,一般速度差不超过10%。三辊工作速度要控制平稳,过快或过慢的运行速度对板的厚度误差都有较大影响。
相关推荐
其他供应
-

单价:488000 元
-

单价:488000 元
-

单价:488000 元
-

单价:488000 元
-

单价:488000 元
-

单价:488000 元
-

单价:880000 元
-

单价:880000 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 江苏艾斯曼机械有限公司
- 经营模式:制造商+贸易商
- 主营:PVC合成树脂瓦设备,PP中空建筑模板设备,PVC扣板设备,竹木纤维护墙板设备,中空包装板生产线,塑料板片材生产线,塑料管材生产线,铝膜设备
- 地区:江苏 苏州
留言咨询






