

��ݸ��������ɰ��е
��Ӫ����ݸ��ɰ��,�Զ���ɰ��,��ɰ������,С����ɰ��,Һ����ɰ��,����ʽ��ɰ��,��ɰ�����,��ɰ��ĥ��


��Ʒ����
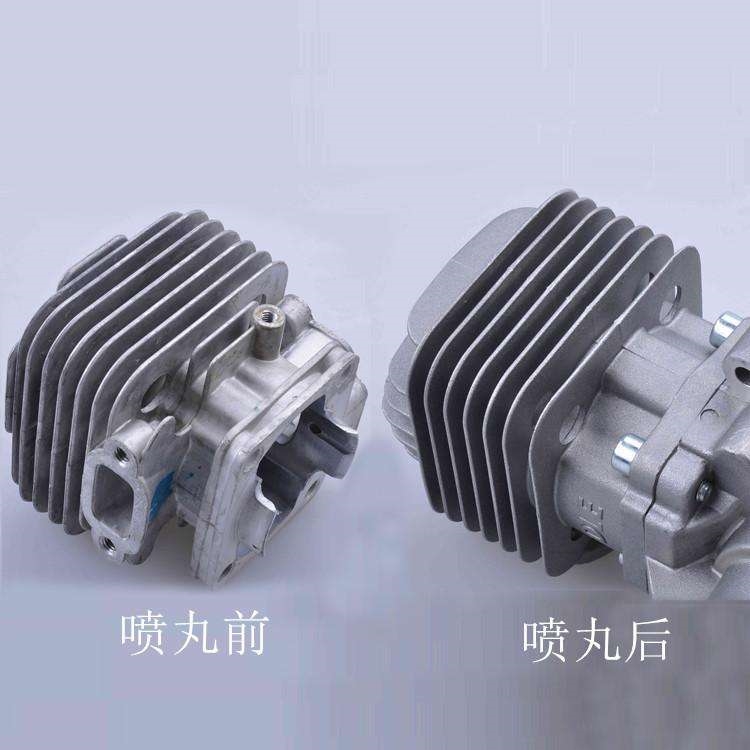
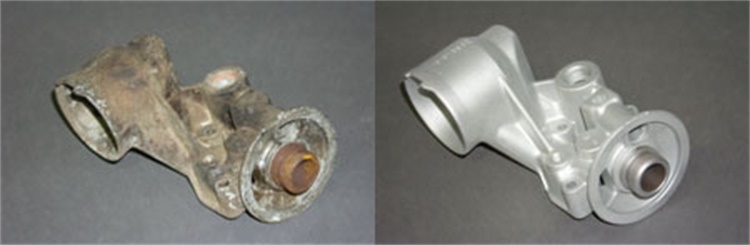
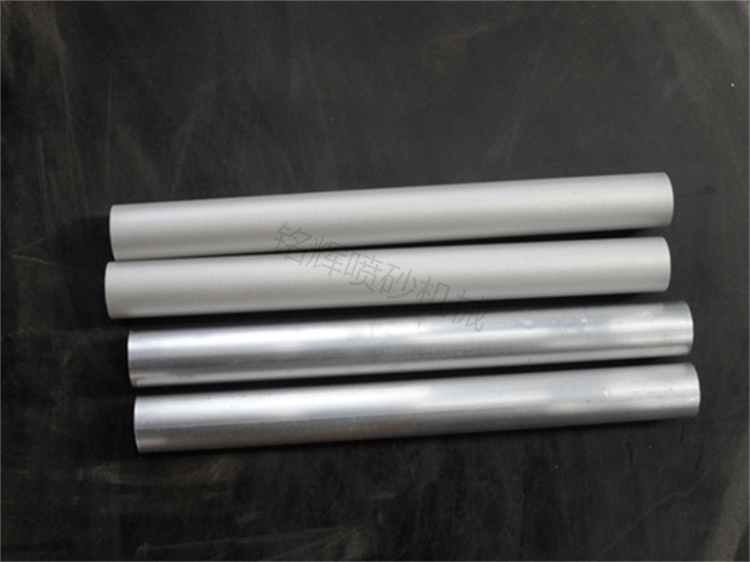
�������ճ����������ܶ���ѹ�������治�ǹ����Ķ��Ǵ����ʸе�ĥɰЧ���������ǹ��Ч�������ִ�����Ҫ�͵�������������Ч������ô�ﵽ���أ���ʵ���������Ͳ����������Ժ�������һ��ɰ�洦���Ĺ���ɰ�洦�����Է�Ϊ��ѧ�����������������ࡣ��ѧ�������ڲ���������������Ҫ����һ��������ɰ�� ��ɰ��ԭ���ǽ���ӲϸС�Ľ��ɰ��ͨ����ɰ�����ȵ�ײ�����Ͳ���Ʒ���棬ʹ�����γɾ��ȵİ��ӣ��dz�ϸС���������ۼ�������������ֻ�ܿ���������������ѹ��������ƹ���ˡ�
��ѹ������ɰ���豸���յ����Ƶ�Ȼ��ֹ�ǵõ������ǹ�Ч�����������ƻ��У�
1�� ȥ�����Ͳ���Ʒ���������Ĥ����������Ȼ�γɵ�����Ĥ������������Ĥͨ����ɰ���������ͳͳȥ������Ҳ����ɰ������������������֮ǰ��ԭ��
2�� Ϊ�������洦��������������ɰ����������Ͳĵ��ʱ����Ʋ�������ǿ����ɰ���������ͲĽ�����Ϳ����Ҳ��һ������ǿͿ��������

3�� ������������Ļ�е���ܣ���ɰ��������������������0.5-1�����ȣ���������滹����С�İ��ݿ��Դ������ͣ�����Ч�����ѣ��Ӷ��ӳ����������ʹ������������С��е��ת������

4�� ȥ�����Ͳļӹ�����Сë�̣��ر���ȷ������Թ���Ҫ��dz��ߣ�С��ë�̶�������㲿����ȱ�ݡ�����3CͨѶ�㲿������֯��е��������պ���ȷ�������е�豸������ȵȡ������紦����Ϳ���ȥ��Сë�̣��õ������档
5�� ��������������⣬��Щ����Ʒ���ϸ�Ҫ����������ģ�����һЩ������е��������ɰ����Ч�Ľ��������

��Ҫ�������������ܣ�
1 ÿ�δ������� ≤0.1m3��≤200�K
2 �Թ�����Ҫ�� ����������≤10KgL≤300mm t≥5mm ��≤200mm
�¶ȣ�≤80��
3 ������ 1 1330B×1010L×1653Hmm��max��
4 ������ 1 �ͺţ�Q360��
��������130�K/min
Ҷ��ת�٣�2500rpm
Ͷ���ٶȣ�61m/s ������ʽ��Ƥ������
�������:7.5kw
5 ������ 1 �ͺţ� TS-10
�������� 10t/h
���ٻ��ͺţ�XWD1.5-3-1/35
���ʣ�1.5kw
6 ������ 1 �ͺţ� FL-10
���٣�4-5m/min ��Ļ����ѡʽ
����������99%
7 ����բ�� 1 ������
8 ���������� 1 ��������10t/h �����������ü��ٻ�

9 �Ĵ�����ϵͳ 1 �Ĵ��ߴ�:1140B×3475L×20H
����ֱ������650mm��ࣺ900mm
����ת�٣�3.5rpm ©��ף���6 ������
���ٻ��ͺţ�XWD1.1-3-1/35
���ٻ����ʣ�1.1kw
10 ������ 1 �ͺţ�FBD24
���������16.8m2
ͨ������1500m3/h ��е���ʽ
����ͺţ�4��72NO.3.2A
������ʣ�2.2KW
��������ʣ�0.55KW
11 �豸�ܹ��� ��12.85KW ������ѹ��380V/50Hz
������ѹ��220V/50Hz
12 ��װ������ 400�K �跽���ⶩ�������������
13 ѹ������ ��Դѹ����0.4��0.6MPa ��������0.02 m3/min
14 �۳��ŷ�Ũ�� ����GB16297-1996��������Ⱦ���ۺ��ŷű����й涨��120mg/m3
15 �� �� ���ڡ�JB5360-91�Ĵ����������� �����������й涨��93dB(A)

�豸����ԭ����
��ͨ��Դ�������������������������������������������Ҫ�����Ĺ��������������ڣ��������Ĵ��ϡ�Ȼ���������Źرգ�������������բ�����δ���ʼͶ�䵯�裬�����������������Ƥ�ȣ����ͬʱ�Ĵ��������˶���ʹ�������Ϸ������Ա�֤һ����ȵؽ�������������ĸ��贩���ܲ����Ĵ��ϵ�С�������²�������ɸ��ɸ��������������ˮƽ�͵��������ײ����ٱ���������ֱ�����������ķ������У������뾻���ĸ������봢�趷������բ�ű���������������������ʱ�䣨���ݹ�������趨����ʱ��̵������ƣ������������բ�š�����������ֹͣ��ת���������Ŵ�ʹ�Ĵ�������ת��������ж����
����Ƽ�
������Ӧ
-

���ۣ�2700 Ԫ
-

���ۣ�8800 Ԫ
-

���ۣ�3500 Ԫ
-

���ۣ�3500 Ԫ
-

���ۣ�1000 Ԫ
-

���ۣ�8888 Ԫ
-

���ۣ�5500 Ԫ
-

���ۣ�3000 Ԫ
����Ƽ�
����������������չʾ����Ϣ����ҵ�����ṩ�����ݵ���ʵ�ԡ�ȷ�ԺͺϷ����ɷ�����ҵ�����������Դ˲��е��κα�֤���Ρ�Ϊ�����������棬���ǽ�����ѡ���������� ��ҵͨ��Ա���������ѣ��������û���ǿ����Ϣ��ʵ�Լ��䷢�������������ʵ���𣬱�������Ҫ
������ʾ����ҵ�з��գ�Ͷ����������������թƭ����������ƽ̨��άȨ�ٱ���0571-89937588��
- ��ݸ��������ɰ��е
- ��Ӫģʽ��������+������
- ��Ӫ����ݸ��ɰ��,�Զ���ɰ��,��ɰ������,С����ɰ��,Һ����ɰ��,����ʽ��ɰ��,��ɰ�����,��ɰ��ĥ��
- �������㶫 ��ݸ






