



- 1
供应产品分类
精品推荐
-

单价:22 元
-
单价:19.5 元
-

单价:17.5 元
-

单价:20.5 元
-

单价:17.5 元
-
单价:19.5 元
-

单价:19.5 元
-
单价:19.5 元
-

单价:18 元
-
单价:6 元
-
单价:17.5 元
-
单价:17.5 元
-

单价:19.5 元
-

单价:19.5 元
-

单价:23 元
联系我们
- 公司名:佛山市南海创程金属制品有限公司
- 地址:广东佛山南海区广东省佛山市南海区大沥镇沥北龙湾大道8号
- 电话:点击查看
- QQ:

- 网址:https://alu.cn/chuangchengjins/
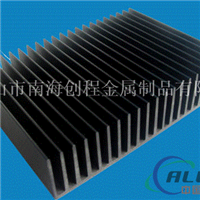
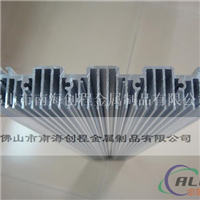
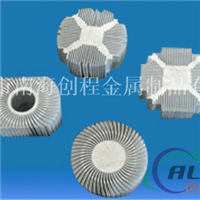
插片散热器比型材散热器的散热效果好-家用铝散热器型材
插片电子散热器广泛应用于电力、电子等行业,电力电子行业所用功率元器件散热器以前多采用铝挤压成型方法制作,由于受挤压工艺和模具的限制,散热器本身重散热器型材供应商量较重,散热片较厚,间距非常大,所以要在单位体积内增加散热面积和效果相当困难。铝制插片钎焊散热广东散热器型材器的散热片和基板分别采用板材,然后用钎焊的方法焊接在一起,工艺简单,其散热片的厚度、数量相对比较灵活,相同体积下其散热面积要远远大于型材散热器。
一、对于高密齿和舌比大的模具试模时,靠前支铝棒必须是150-200mm的短铝棒或纯铝棒。
二、试模前,必须调整好挤压中心,挤份量大、盛锭筒和模座出料口在一条中心线上。
三、在试模和正常生产过程中,铝棒加热温度要保证在480-520℃之间。
四、模具加热温度按常规模具温度,控制在480℃左右,直径200mm以下的平模保温时间不得少于2小时,如果是分流模保温在3小时以上;插片散热器直径大于200mm以上的模具保温4-6小时,以保证模具芯部温度与外部温度的均匀。
上一篇: 型材散热器使用安装-?散热器型材 下一篇: 2015年工业铝型材市场价格行情-输送机工业铝型材厂家
-
单价:22 元

-
单价:19.5 元
-
单价:17.5 元
-
单价:20.5 元
-
单价:17.5 元
-
单价:19.5 元
-
单价:19.5 元
-
单价:19.5 元
-
单价:18 元
-
单价:6 元
-
单价:17.5 元
-
单价:17.5 元
鍏充簬鏈綉|鍏嶈垂娉ㄥ唽|鎵句骇鍝�|閾濅笟閫�|鐗堟潈澹版槑|鎶曡瘔渚垫潈|鍏嶈垂鍙戝竷閲囪喘|鑱旂郴鎴戜滑|English
閾濋亾缃� 鐗堟潈鎵€鏈� © 2002-2024 鏈珯缃戠粶瀹炲悕锛�閾濋亾缃�娴橞2-20060159