



- 1
- 2
供应产品分类
精品推荐
-

单价: 元
-
单价:19500 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元
-

单价:1 元

联系我们
- 公司名:武强县广丰点对焊机厂
- 地址:河北衡水武强县
- 电话:点击查看
- QQ:

-
 优选点焊机,品牌焊机,
优选点焊机,品牌焊机,DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 具点焊机洗手盆点焊机、
具点焊机洗手盆点焊机、DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 马镫点焊机 支架点焊机
马镫点焊机 支架点焊机DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 具点焊机洗手盆点焊机、
具点焊机洗手盆点焊机、DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 优选点焊机,品牌焊机,
优选点焊机,品牌焊机,DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 点焊机价格低优质点焊机成批
点焊机价格低优质点焊机成批DNK-125气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板
2018-08-02 电议/台 -
 气动点焊机电焊机厂家
气动点焊机电焊机厂家DNK-75气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类
2018-08-02 电议/台 -
 点焊机低价促销现货。
点焊机低价促销现货。DNK-75气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类
2018-08-02 电议/台 -
 电设备有经验做点焊机
电设备有经验做点焊机DNK-75气动点凸焊机使用靠前部分:点焊的原理及焊接工艺点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类
2018-08-02 电议/台 -
 dn100气动碰焊机
dn100气动碰焊机DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。
2018-08-02 电议/台 -
 DNK100气动点
DNK100气动点DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。
2018-08-02 电议/台 -
 螺母气动点焊机,优质点焊
螺母气动点焊机,优质点焊DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。
2018-08-02 电议/台 -
 自动点焊机。气动点焊机衡水
自动点焊机。气动点焊机衡水点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类构件。点焊工艺目前被广泛地应用于各个工业部门,不仅能够焊接低碳钢和低合金钢
2018-08-02 电议/台 -
 ,碰焊机品牌广丰焊机,
,碰焊机品牌广丰焊机,点焊工艺是一种形成较久结合的金属连接。在焊接时焊件通过焊接电流局部发热,并在焊件的接触加热处施加压力,形成一个焊点。点焊是一种高速、经济的连接方法,它适用于制造可以采用搭接、接头不需要气密、厚度小于5mm的冲压轧制的薄板类构件。点焊工艺目前被广泛地应用于各个工业部门,不仅能够焊接低碳钢和低合金钢
2018-08-02 电议/台 -
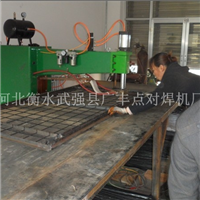
 锯条对焊机采购供应,锯条对
锯条对焊机采购供应,锯条对1.将被焊的锯条(或钢带)的两端剪齐,然后把锯条放入焊机的两电较压板中,将接头对齐顶在一起旋紧手柄。先夹紧锯条,然后搬动焊接手柄,按下焊接按钮即变压器通电,这时锯条开始闪光熔化,当闪光加热到适当温度时,搬动的手柄突然加速,以很大的压力使锯条互相挤压,随即切断电流,这时焊接区接合面处交互结晶,焊
2018-08-02 电议1/台 -
 dn100气动点焊机
dn100气动点焊机DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止
2018-08-02 `1/台 -
 dn40焊机机点 气动点焊机
dn40焊机机点 气动点焊机DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止
2018-08-02 电议/台 -
 机电设备有经验做点焊机
机电设备有经验做点焊机DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止
2018-08-02 电议/台 -
 马镫点焊机
马镫点焊机DNK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止
2018-08-02 电议/台 -
 点焊机低价促销现货。
点焊机低价促销现货。NK-100气动点凸焊机使用DNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。
2018-08-02 电议/台 -
 螺母气动点焊机,点焊机
螺母气动点焊机,点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺
2018-08-02 电议1/台 -
 铜板点焊机 铝板点焊机
铜板点焊机 铝板点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺
2018-08-02 电议1/台 -
 Dn40气动碰焊机
Dn40气动碰焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺
2018-08-02 电议1/台 -
 马镫点焊机 钢筋支架点焊机
马镫点焊机 钢筋支架点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺
2018-08-02 电议/台 -
 气动点焊机较好的厂家
气动点焊机较好的厂家dNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。若只需一个焊点,则可以踏一下脚
2018-08-02 电议/台 -
 厂家供应 dn75铁板点焊
厂家供应 dn75铁板点焊焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺是
2018-08-02 电议/台 -
 Dn40气动碰焊机
Dn40气动碰焊机焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊工艺是
2018-08-02 电议/台 -
 螺母气动点焊机,美格网点焊
螺母气动点焊机,美格网点焊dNK-75、DNK-100型气动点焊机,是用电较压紧焊件,直接通过电流加热的方法进行点焊,焊工把焊件放在上下电较之间,踏下脚踏开关,控制器程序控制先接通电磁气阀,电磁气阀把压缩空气接入气缸中室内,并使下室与大气接通,活塞杆和滑块下降直到电较压紧焊件时为止。若只需一个焊点,则可以踏一下脚踏
2018-08-02 电议1/台 -
 气动点焊机衡水广丰。
气动点焊机衡水广丰。点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 机电设备有经验做点焊机
机电设备有经验做点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议1/台 -
 供应点焊机,螺母点焊机
供应点焊机,螺母点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议1/台 -
 气动点焊机,碰焊机
气动点焊机,碰焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 气动点焊机,螺母气动点焊机
气动点焊机,螺母气动点焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 水盆点焊机武强广丰。
水盆点焊机武强广丰。点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 气动点焊机系列
气动点焊机系列点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议1/台 -
 供应气动点焊机尽
供应气动点焊机尽点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议1/台 -
 供应不锈钢台面点焊机,
供应不锈钢台面点焊机,点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 气动碰焊机 dn75气动碰焊机
气动碰焊机 dn75气动碰焊机点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 点焊机洗手盆点焊机、菜盆点
点焊机洗手盆点焊机、菜盆点点焊工艺参数的选择:影响点焊的工艺参数包括焊接电较的结构直径、焊接能量、焊接时间和焊接压力。根据焊接速度和焊接效果点焊铁马镫机不机锈钢点焊机螺母点焊力大小和工作行程范围可以在设定范围内随意调节。主要适用于各种薄板结构工件的点焊和凸焊,广泛地用于汽车零部件、摩托车零部件、钢制暖气片换散点焊
2018-08-02 电议/台 -
 带锯条对焊机,对焊机价格优
带锯条对焊机,对焊机价格优1.将被焊的锯条(或钢带)的两端剪齐,然后把锯条放入焊机的两电较压板中,将接头对齐顶在一起旋紧手柄。先夹紧锯条,然后搬动焊接手柄,按下焊接按钮即变压器通电,这时锯条开始闪光熔化,当闪光加热到适当温度时,搬动的手柄突然加速,以很大的压力使锯条互相挤压,随即切断电流,这时焊接区接合面处交互结晶,焊
2018-08-02 电议1/台