-
�������ã�
��
-
��ɫ��
��ɫ
-
Ʒ�ƣ�
������

shanghaiyishengshiyeyouxiangosi
��Ӫ����ɽ���º���,���纸��,����˺���,����ʱ������,�¹�HBS��������,�ձ�OTC����

�������ã�
��
��ɫ��
��ɫ
Ʒ�ƣ�
������
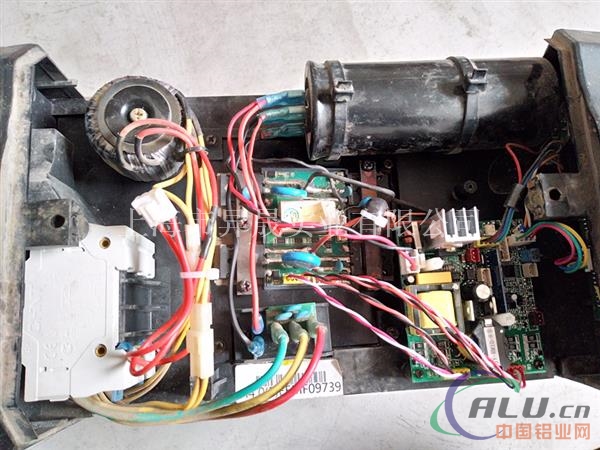
����˾���ڹ�Ӧ����������ԭ���������רҵά��������4.0����ר��ʹ�ú���4.0G 4.0H 4.0K 4.0Q 4.0T 400AB E5 E5II E5M E5MN D25 D28 630M2 630M2M ��**���۸��������ӭ���ͻ�ǰ����ѯ��

�����ά���������纸��������Ϊû�����������,��������Ӧ�������,�ؿ������г������ȷdz�������ֻ���:һ��4.0����ר��ʹ�û������dz���280A;���ǵ�����400A(E5����);
�����������ṹ��,��·��Ԫ��,��ͨ������Ʒ����ж�֮��,����Ϊ���ص�,����ά����Ա��ά���в�֪������������,��������ʧ����,������Щ�����ҵ��ܽ����¼���,�Թ����ά���вο�,������ʧ,�в���֮�����������,�Ա������,лл!
������IGBT����ը�ܼ�鲽��:�ȼ����������������,�ٲ���������Ƿ����,������Ԫ�����������ֻ�����ܻᵼ��һ������ը������;���������Ӧ�����ֱ��600V����;����������ѹ�������������,�������Կ��ص�ѹ�Ƿ���ֱ��100V���ҵ������ѹ,��û�м��������;����100V������ʾ�����������ϵ�ģ���4��5�ŵIJ����Ƿ�����,����������ģ�����,������������Ԫ��FDD8424��2����5�ŵIJ���,���������������.
�ر���Ҫע������ڸ����ĸ�������,���ɢ��Ƭ�ı����Ƿ���ը�ܺ�ɢ��Ƭ������ë�̻�С�ӵ�,��������½������ɢ��Ƭ,��������º��ڿ��ܻᵼ���ٴ�ը��,ͬʱ��ֻ�����ڸ�����Ӧ��ͬһˮƽ����,ע�������Ϲ̼�λ��.
�������������ϴ���������
1. LED��ʾ����ʾ“EE01”Ƿѹ��“EE02”��ѹ��������
a����������ѹ�Ƿ����������ѹ����300Vʱ�������“EE01”�������룻���ѹ����435Vʱ�������“EE02”�������룬����ϵ�Ϻ��ҳ���е����˾������������ֵ
b���������ѹ�������ұ���˾��ָ������������ֵ���Գ���“EE01”��“EE02”�������룬��Ϊ���ܿ���ģ����ϣ���Ҫ����
2.������������LED��ʾ��������˸����ʾ“EE08”���ȱ�������
a����������Ƿ�ֱ���������ɻ���ʹ���¶ȹ��ߣ������ֹ��ȱ������롣(Ӧ�ʵ��ڵ������⺸���ڸ��»����³�ʱ�乤����
b��������Ƿ���ת����������ת�����������ڻ��ڲ�ɢ�ȣ����»������ֹ��ȱ�������Ҫ����������ú�����Ϣ5���������ٹ���������ת�����������ֹ��ȱ������뽫�����ڿ���״̬����Ϣ5�������ң��Ȼ���ɢ�Ⱥ���ʹ��
c����麸��ɢ�Ȳ�������Ƿ���ҹ���,�ȴ��Ҵ���,�������û�һ��Ҫ��ʱ����ҳ�
d��ʹ�õ����Ƿ�ʱ�䳬���������ص������������������������ڲ��������ȣ����¹��ȱ������뽫�����ڿ���״̬����Ϣ5�������ң��Ȼ���ɢ�Ⱥ���ʹ�á�
e�����ų����������Գ�����˸��“EE08”,��Ϊ���ܿ���ģ����ϣ���Ҫ����
3.������������LED��ʾ����ʾ“EE08”�� 08����ǰ��ʽ��������“EE11”�������迪·����
a�����������߲����Ƿ���λ��
b�����������߲�ͷ�Ƿ���Σ��������²��ϻ��ζ����Σ�
c������������ֵ�Ƿ�������55K����
d�� ����������IGBT��䲿��ѹ�壨��·�壩�ϵ�2���ӵ��Ƿ��·
4. ������������С�������Ժ��ӣ�LED��ʾ����ʾ“EE16”ȱ�ౣ������
a����������ʱ��LED��ʾ“EE16”
a)������������Դ���Ƿ���Ρ���Դ���м��Ƿ��жϿ����������
b)����������������ѹ�Ƿ������������ƽ�⣬����̫�����ִ˴���
b������ʱ��LED��ʾ����ʾ“EE16”
a)���IGBT��䲿�������ܿ���ģ�������ӵ���ɫ2о����ȱ�����Ƿ����
b)���IGBT��䲿���ϵ�3W/240K������ֵ�Ƿ�����
c)�������Ϲ��ϣ���Ϊ���ܿ���ģ����ϣ���Ҫ����
5. LED��ʾ����ʾ“EE28”������������
a����������ѹ�������ѹ����460Vʱ������ִ˴���
b���������ѹ��������������Ϊ���������ͨ����ͨ����ֵ���Ķ�������ϵ����������˾������������ֵ
6. ������������LED��ʾ����ʾ“EE32”�������ѹ����
a����������ѹ�������ѹ����260Vʱ������ִ˴���
b�������ñ�ͨ������˼�����������������������Ƿ���
c��������ܿ���ģ��������������������ӵ�һ��һ�������������Ƿ�Ͽ�������Ӵ�����
d������Ƶ��ѹ���μ��Ƿ��·�������ʺܵͣ�
e���������Ϲ��ϣ���Ϊ���ܿ���ģ����ϣ���Ҫ����
7.LED��ʾ����ʾ“EE64”��������ѹ����
a����������ѹ�Ƿ���������ѹ�ڵ���250Vʱ�������EE64����
b�����ѹ������������“EE64”�����������“EE64”֮���ٳ����������ϴ��루���룩����Ϊ�������ϣ���Ҫ�������ܿ���ģ��
8.LED��ʾ������ʾ����������������
a�����LED��ͷ���Ƿ���Σ��������²��ϻ��ζ�����������ͷ����
b�������������������LED��ʾ��
9.LED��ʾ������ʾ�������ص�ѹ������������������
a��������������ѹ�Ƿ����������������Դ���Ƿ���Ρ�
b�������Ʊ�ѹ���������Ƿ����
c�������Ʊ�ѹ������22V��Դ���������ⷽ��4������������Ϊ��ʾ�����ϣ�����LED��ʾ��������22V��ѹ�������Ʊ�ѹ�����ϣ���Ҫ�������Ʊ�ѹ����
d�������Ϲ��Ͼ��ų���LED��ʾ��������ʾ���Һ������ܹ�����Ϊ���ܿ���ģ����ϣ���Ҫ����
�������������Ų�
1. LED��ʾ������ʾ����������������
a�����LED��ͷ���Ƿ���Σ��������²��ϻ��ζ�����������ͷ����
b�������������������LED��ʾ��
2. LED��ʾ������ʾ�������ص�ѹ������������������
a��������������ѹ�Ƿ����������������Դ���Ƿ���Ρ�
b�������Ʊ�ѹ���������Ƿ����
c�������Ʊ�ѹ������22V��Դ���������ⷽ��4������������Ϊ��ʾ�����ϣ�����LED��ʾ��������22V��ѹ�������Ʊ�ѹ�����ϣ���Ҫ�������Ʊ�ѹ����
d�������Ϲ��Ͼ��ų���LED��ʾ��������ʾ���Һ������ܹ�����Ϊ���ܿ���ģ����ϣ���Ҫ����
3. �ϲ���բ��ʹ�ù�������բ
a�����ȣ��������ȫ���Ƿ����������ⷽ��3�������л�������������Ų���
b����Σ����IGBT��䲿���Ƿ����������ⷽ��10����������л������������ܿ���ģ��������ѹ�Ƿ�����������ⷽ��7�������ܿ���ģ��������ѹ���ԣ���Ҫͬʱ�������ܿ���ģ�鼰IGBT��䲿��
C��������������Ƿ��ж�·/�ѿ�����08����ǰ��ʽ������
d������·���Ƿ�����������ⷽ��5��
4. LED��ʾ����ʾ����ֵ��Ҳδ���ֹ��ϴ��룬�����������
a�������������������������Ƿ�·����ⷽ��ͬEE32�ĵ�a���
b��������ܿ��ư��Ƿ������������ѹ������ⷽ��7��
c������EE32����˵��
d����������Ƶ��ѹ���μ��Ƿ��·��
5. ���ӵ�����С���ɵ�
a�������ñ���⺸�����ص�ѹ�Ƿ����������������ж�Ϊ�������������߶ϻ���ӣ�
b�������ص�ѹ���ж����ܿ���ģ����ϣ���Ҫ����
6. ����ʱ����ͻȻ������С��������
a���鿴�Ƿ��й��ϴ������
b������˿��ٽ�ͷ�Ƿ������
C��IGBT���������Ƿ������
e���������������Ƿ�Ӵ�����������ʱ�����ϲ�����“���”������
7. ���ӵ���ƫС���ﲻ�����ӵ���ֵ
a��������ѹ���ں���Ƿѹ�㣨���ݻ��Ͳ�ͬ��Ƿѹ��Ϊ290��310V���ң�
b��������½Ӵ�����������������
c�����ͭ���½����С��35ƽ����ʹ������������
d���ʵ��Ӵӵ���
e������˿��ٽ�ͷ�Ƿ������
8. ������
a������˿��ٽ�ͷ�Ƿ������
b�������ص�ѹ���������80V������������·�Ƿ�����
c������߹�����ʹ������������
d�����ӹ����������Ȳ���
e��������ʪ
f��������ѹ���ں���Ƿѹ�㣨���ݻ��Ͳ�ͬ��Ƿѹ��Ϊ290��310V���ң�
9. ���ӳ��Ͳ�����
a��������ѹ������
b����������磬��ѹ����̫��
c��������ʪ
d�����ӵ�������
e�����߲����棬��ʹ�ü��Ժ���ʱ���Ͻӹ��������ϽӺ�ǯ
10. ���ӷɽ���
a����С���ӵ���
b�������̻�����
c���������治���
d����������˽��߷�ʽ
11. �ϻ�
a������˿��ٽ�ͷ�Ƿ������
b��������ѹ���ں���Ƿѹ������������ѹ��ƽ��
c�������������һ���õ�Դ���������ֱ��������ѹ˥�����Ӷ��ϻ���
d��������ʪ
e���������ѹ������������ʱ�乤���������ȵȣ�����˲�䱣�������ֶϻ�
f��ʹ���˹����ĵ����������ʵ�����
g���������ά�غ���һ��Ҫ��PS���ͣ������������ϻ�
12. ƫ��
a�����������ַ�,�̻�����
b���������߷���
c��Ұ�⺸��ʱע�����
d����������˽��߷�ʽ�����磺ʹ��J422����ͨ���������ԣ�ʱ������������ϽӺ�ǯ�����Ͻӹ���


���ۣ�2 Ԫ

���ۣ�1380 Ԫ
���ۣ�400 Ԫ

���ۣ�1.00 Ԫ

���ۣ�9450.00 Ԫ

���ۣ�1.00 Ԫ

���ۣ����� Ԫ

���ۣ����� Ԫ
����������������չʾ����Ϣ����ҵ�����ṩ�����ݵ���ʵ�ԡ�ȷ�ԺͺϷ����ɷ�����ҵ�����������Դ˲��е��κα�֤���Ρ�Ϊ�����������棬���ǽ�����ѡ���������� ��ҵͨ��Ա���������ѣ��������û���ǿ����Ϣ��ʵ�Լ��䷢�������������ʵ���𣬱�������Ҫ
������ʾ����ҵ�з��գ�Ͷ����������������թƭ����������ƽ̨��άȨ�ٱ���0571-89937588��






