
ةîغعتذ؟ئبًجط×ش¶¯»¯¼¼تُسذدق¹«ث¾

ض÷سھ£؛؛¸½س؟طضئدµح³,إ×¹â؟طضئدµح³,اذ¸î؟طضئدµح³,»ْذµتض؟طضئدµح³,جطضضت؟ط؟طضئدµح³

²ْئ·أèتِ
»ùسعDMC640Mشث¶¯؟طضئئ÷µؤ»ْذµتضةددآءددµح³
1.DMC640Mµؤس²¼ذشؤـ
DMC600MدµءذDMC640Mشث¶¯؟طضئئ÷£¬ئنس²¼½ل¹¹»ùسع¸كذشؤـ DSP خھ؟طضئ؛ثذؤ،¢FPGA ذ´¦ہي£¬²ه²¹ثم·¨،¢آِ³هذإ؛إ²ْةْ¼°¼س¼ُثظ؟طضئ،¢I/O ذإ؛إµؤ¼ى²â´¦ہي£¬¾ùسةس²¼؛ح¹ج¼تµدض£¬ب·±£ءثشث¶¯؟طضئ¸كثظ،¢¸ك¾«¶ب¼°دµح³خب¶¨،£؟ة؟طضئ 4¸ِ²½½ّ»ٍثإ·µç»ْ£¬¾كسذثؤضلض±دك²ه²¹،¢ش²»،²ه²¹²¢ئنثûضلءھ¶¯،¢¼سثظاْدك×ش¶¯؟طضئµب¸كji¹¦ؤـ،£¹ج¼زرا¶بë DMC شث¶¯؟طضئض¸ءîدµح³£¬¸أض¸ءîدµح³¹¦ؤـا؟´َ،¢س¦سأءé»î،¢ت¹سأ¼ٍµ¥،£

2. »ْذµتضةددآءدµؤشث¶¯¹ى¼£
AAA؟ح»§µؤةْ²ْدكةدذèزھت¹سأ»ْذµتضةددآءد£¬½ل¹¹بçح¼1ثùت¾،£Xضلض´ذذث®ئ½×َسزشث¶¯£¬Yضلض´ذذتْض±ةددآشث¶¯£¬تضצسةئّ¸×؟طضئض´ذذ×¥ب،¶¯×÷،£ثüأاµؤبخخٌتا½«سز²à¹¤×°ةدµؤ¹¤¼زہ´خ×¥ب،ضء×َ²à´«ثح´ّةد،£Xضلشµم¾àہë´«ثح´ّةد¹¤¼·إضأµمخھW£¬¹¤×°ةدµعyi¸ِ¹¤¼¾àہë´«ثح´ّةد¹¤¼·إضأµمخھS£¬¹¤×°ةدأ؟¸ِ¹¤¼ض®¼نµؤ¾àہë¾ùخھL،£
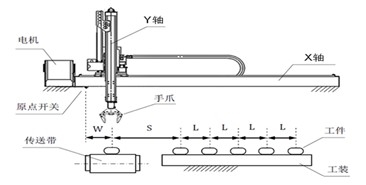
ح¼1 »ْذµتضةددآءددµح³×é³ة
ح¨³£´َ¶àتسأ»§»ل½«X،¢Yµؤشث¶¯¹ى¼£ب·¶¨خھ¾طذخ£¬¼´Yضلةددآشث¶¯حê³ة؛َXضلشظث®ئ½شث¶¯£¬ب»؛َYضلشظ´خةددآشث¶¯£¬بç´ث·´¸´½ّذذ،£µ«صâرùµؤ·½ت½»لµ¼ضآ±ب½دا؟ءزµؤ¶¶¶¯£¬²¢ازشى³ةز»¶¨µؤت±¼نہث·ر،£زٍ´ث£¬؟ة²ةسأح¼2ثùت¾µؤشث¶¯¹ى¼££¬شع2¸ِ¹صحن´¦£¬X،¢Yضل½ّذذز»¶خ°ë¾¶خھRµؤش²»،²ه²¹شث¶¯£¬صâرù؟ة´َ´َ¼ُبُ¶¶¶¯£¬ازؤـ½عت،ت±¼ن،£Aµمخھئًت¼µم£¬×¥ب،²¢·إضأµع1¸ِ¹¤¼µؤآ·¾¶خھA→B→C→D→E→F→G→H→I→J→K£¬×¥ب،²¢·إضأµع2¸ِ¹¤¼µؤآ·¾¶سëµعyi¸ِدàح¬£¬ض»²»¹A→B؛حF→Gµؤ¾àہëشِ¼سءث³¤¶بL£¬µع3¸ِ،¢µع4¸ِ،¢µع5¸ِزàب»،£
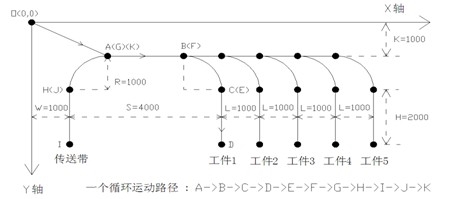
ح¼2 »ْذµتضةددآءدشث¶¯¹ى¼£
DMC640Mض§³ضء¬ذّ²ه²¹شث¶¯£¬شعء¬ذّ²ه²¹ؤ£ت½دآ£¬ثظ¶بتاء¬ذّµؤ£¬¸÷²ه²¹¶خض®¼نأ»سذ¼س¼ُثظ¹³ج£¬´س¶ّت¹µأشث¶¯¸ü¼سئ½»¬،£
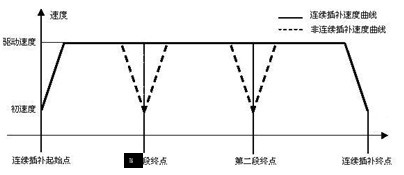
ح¼3 ء¬ذّ²ه²¹شث¶¯
دà¹طحئ¼ِ
ئنثû¹©س¦
-

µ¥¼غ£؛1800 شھ
دà¹طحئ¼ِ
أâشًةêأ÷£؛زشةدثùص¹ت¾µؤذإد¢سةئَزµ×شذذجل¹©£¬ؤعبفµؤصوتµذش،¢×¼ب·ذش؛ح؛د·¨ذشسة·¢²¼ئَزµ¸؛شً£¬آءµہحّ¶ش´ث²»³ذµ£بخ؛خ±£ض¤شًبخ،£خھ±£صدؤْµؤہûزو£¬خزأا½¨زéؤْر،شٌآءµہحّµؤ آءزµح¨»لش±،£سراéجلذر£؛اëذآہدسأ»§¼سا؟¶شذإد¢صوتµذش¼°ئن·¢²¼صكةي·فسë×تضتµؤصç±ً£¬±ـأâزئً²»±طزھ
·çدصجلت¾£؛´´زµسذ·çدص£¬ح¶×تذè½÷ة÷،£´ٍ»÷صذةجص©ئ£¬´´½¨³دذإئ½ج¨،£خ¬ب¨¾ظ±¨£؛0571-89937588،£
- ةîغعتذ؟ئبًجط×ش¶¯»¯¼¼تُسذدق¹«ث¾
- ¾سھؤ£ت½£؛ضئشىةج
- ض÷سھ£؛؛¸½س؟طضئدµح³,إ×¹â؟طضئدµح³,اذ¸î؟طضئدµح³,»ْذµتض؟طضئدµح³,جطضضت؟ط؟طضئدµح³
- µطاّ£؛¹م¶« ةîغع
ءھدµ·½ت½
؛خ¹¤
شعدكءھدµتض »ْ£؛µم»÷²é؟´
µç »°£؛µم»÷²é؟´
´« صو£؛µم»÷²é؟´
µط ض·£؛ةîغعتذؤدة½اّة³؛سخ÷آ·3011؛إ1¶°13652346449
ءôرش×ةر¯
