产品描述
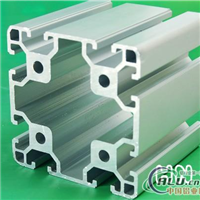
HN-10-4590A
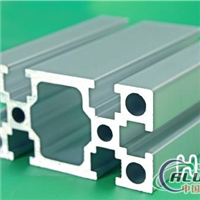
应用说明(Application): 广泛应用于大应力、高强度、支撑要求高的重载结构的框架组合。通常采用M12*30高强度专用螺栓加强力扣件的内部连接方式,坚固而又可靠结实。
型材(Profile):45*90A
材料(Material):铝(6063-T5)
长度(Length):6.02m
单位质量(Weight):4.5Kg/m
集合惯性(Mass Of Inertia): lx:103.15cm4 ly:26.60 cm4
截面惯性(Section Moduius): zx:22.40cm3 zy:11.20cm3
订货号(Order No.):HN-10-4590A
铝型材的专业分类 铝型材就是铝棒通过热熔,挤压,从而得到不同截面形状的铝材料。 铝型材分类方法: (一)按用途可以分为以下几类: 1 、铝合金货架铝型材,他们的区别在于截面形状的不同。但都是通过热熔挤压生产出来的。 2、工业铝型材。 3、门窗的建筑用门窗铝型材。 (二)按合金成分类: 可分为1024、2011、6063、6061、6082、7075等合号铝型材,其中6系的为常见。不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的。 (三)按表面处理要求分类: 1. 阳极氧化铝材 2. 电泳涂装铝材 3. 粉末喷涂铝材 3. 木纹转印铝材 4. 刨光铝材(分为机械刨光与化学抛光二种,其中化学抛光成本高,价格也贵) 铝型材生产流程: 工业铝型材主要包括熔铸、挤压和上色 (上色主要包括:氧化、电泳涂装、氟炭喷涂、粉末喷涂、木纹转印等)三个过程。 1、熔铸是铝材生产的首道工序。 主要过程为: (1)配料:根据需要生产的具体合号,计算出各种合金成分的添加量,合理搭配各种原材料。 (2)熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。 (3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。 2、挤压:挤压是型材成形的手段。工业铝型材先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同牌号的可热处理强化合金,其热处理制度不同。 3、上色 (此处先主要讲氧化的过程) 氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。 其主要过程为: (1)表面预处理:用化学或物理的方法对型材表面进行清洗,裸露出纯净的基体,以利于获得完整、致密的人工氧化膜。还可以通过机械手段获得镜面或无光(亚光)表面。 (2)阳极氧化:经表面预处理的型材,工业铝型材在一定的工艺条件下,基体表面发生阳极氧化,生成一层致密、多孔、强吸附力的AL203膜层。 (3)封孔:将阳极氧化后生成的多孔氧化膜的膜孔孔隙封闭,使氧化膜防污染、抗蚀和耐磨性能增强。氧化膜是无色透明的,利用封孔前氧化膜的强吸附性,在膜孔内吸附沉积一些金属盐,可使型材外表显现本色(银白色)以外的许多颜色,如:黑色、古铜色、金黄色及不锈钢色等。
相关推荐
其他供应
-
单价:电议 元
-

单价:电议 元
-

单价:13元/米 元
-

单价:42元/米 元
-
单价:43元/米 元
-

单价:电议 元
-
单价:电议 元
-

单价:电议 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。