

产品描述
工业炉保温隔热用耐火棉
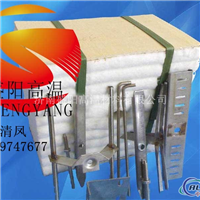
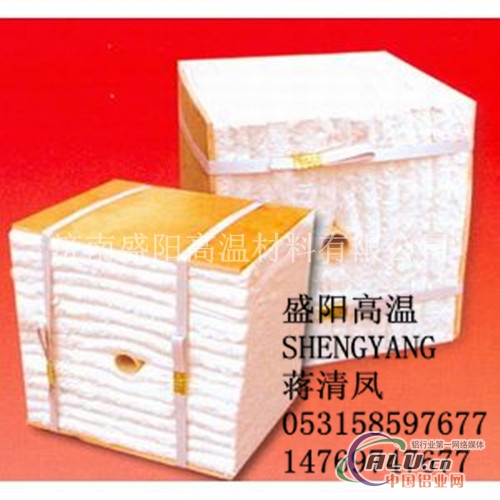
济南盛阳生产的工业炉炉衬保温折叠块,是用对应材质20mm厚的陶瓷纤维针刺毯经精加工制作而成,尺寸工整,完全符合国家标准,塑料管严格控制在模块正中间,纤维毯厚度均匀,全部为精品纤维毯,不像某些企业在模块中间掺杂垃圾毯、废毯,纤维毯渣球含量低,扎手程度低,用来做模块的全部为前期纤维毯,且有装车工具,从而确保模块到货时的平整性。
自我公司推出工业炉保温方案以来,先后在湖北襄樊、河南南阳、山东青州、河南驻马店、湖南攸县、吉林长春、东方建材宝清、陕四渭南、四川平昌、河北唐山、江西九江、广西玉林等地改造完成工业炉保温60余例,取得了良好的效果和极高的赞誉,科学合理的炉衬设计、卓越的保温效果、优良的产品质量、打破垄断的合理价位,得到用户的广泛认可。为进一步打破少数厂家垄断、控制价格的局面,为用户节省成本,我们一直在努力,因为我们的目标是:提高炉衬的合理化、价格的透明化。产品质优价廉、施工经验丰富 欢迎您的来电咨询洽谈!
盛阳陶瓷纤维作工业炉保温材料:
耐火陶瓷纤维材料是一种轻质、高效的保温绝热材料,与传统的绝热材料相比,它具有以下优势:
(1)体积密度低:陶纤炉衬比轻质隔热砖炉衬轻75%以上,比轻质浇注料炉衬轻90%到95%。如采用纤维炉衬可大大减轻窑炉的钢结构负荷,延长炉体使用寿命。
(2)热容量(蓄热量)低:陶瓷纤维的热容量仅为轻质耐热衬里和轻质浇注料衬里的l/10左右,而炉衬材料的热容量与炉衬的重量成正比。低热容量意味着窑炉在往复操作中吸收的热量少,同时升温的速度加快,大大减少了炉温操作控制中的能源耗量,尤其对加热炉的启炉、停炉起到非常显着的节能效果。
(3)低导热率:陶瓷纤维炉衬在平均温度400℃时,导热系数小于0.1w/mk,平均600℃时小于0.l5 w/mk,平均1000℃时小于0.25w/mk,约为轻质粘土砖的l/8,为轻质耐热衬里的l/10,绝热效果显着。
(4)施工简便:施工过程无需留设膨胀缝,施工人员经过基本培训即可上岗,施工技术因素对炉衬绝热效果的影响小。
(5)抗热震及机械震动性能优良:纤维毯及模块具有柔性和弹性,刘剧烈的温度波动和机械震动具有特别优良的抵抗性能。在被加热体能承受的前提下,纤维折叠模块炉衬可以以任意快的速度加热或冷却而且不易破损。
(6)无需烘炉;炉衬施工完毕即可投入使用,无需烘炉程序。
(7)隔音性能好:陶瓷纤维能降低频率小十1000赫兹的高频噪声,对小于300HZ的声波,隔声能力优于常用隔声材料,能显着降低噪声污染。
(8)高热敏性:陶瓷纤维炉衬的热敏性要远远好于常规耐火材料炉衬,目前加热炉一般使用微机控制,纤维炉衬的高热敏性更适应工业窑炉的自动化控制。
(9)化学性能稳定:陶瓷硅酸铝纤维属中性偏酸性材料,除与强酸碱反应外,不被其它弱酸、碱以及水、油、蒸汽侵蚀,与铅、铝、铜不浸润。
(10)使用范围广:随着耐火纤维生产技术及应用技术的发展,耐火陶纤制品已经实现了系列化与功能化,产品从使用温度上,可以满足从600℃至l400℃不同温度档次的使用要求。从形态上已逐渐形成了从传统的棉、毯、毡产品到纤维模块、板、异型件、纸、纤维纺织品;从纤维棉到纤维喷涂、可塑料、浇沣料等多种形态的一次加工或深加工产品,完全满足各行业不同工业炉对耐火陶纤制品的使用要求。
综合陶瓷纤维工业炉炉衬保温结构的优越性可见:陶瓷纤维炉衬已成为目前炉衬发展的一种趋势,代表着工业炉现代化发展的水平,陶瓷纤维炉衬的采用与否,直接决定着炉子的使用效果、产品质量和产量。陶瓷纤维棉在砖瓦窑炉、工业窑炉中的高效应用:
陶瓷纤维材料,具有耐温、绝热、质轻、抗热震等优良特性。用以取代传统重质耐火材料作为工业炉保温材料,能有效强化工业炉绝热结构,能有效的控制炉体热损失,实现节约能源的效果。
由于采用陶纤壁衬后,炉壁轻、热容量低,能有效提高炉子的升温速度,缩短炉子操作周期,提高炉子作业率和操作的灵活性。 由于炉壁轻,无热膨胀应力,抗热震,可显着的节约筑炉钢材,实现高效、轻型窑炉结构。炉子施工完毕即可升温投产,无需烘炉程序。工业炉保温
采用层铺叠砌组合方式的技术优势,层铺与模块复合结构炉衬是纤维炉衬结构中,应用为广泛的一种工业炉保温结构形式,该种炉衬应用结构具有以下优势:保证较长的使用寿命:锚固件处于炉衬的冷面,降低了锚固件的材质等级要求,保证了锚固结构的长期使用寿命。无缝隙炉衬;模块压缩成手风琴状,安装完毕后解除模块的包扎使之膨胀并相互挤紧。使模块的膨胀可弥补纤维在高温下的收缩缝,并防止接缝处的纤维毯在高温下产生开口缝,排与排之间用同材质的纤维毯对折成“U”型压紧,以补偿模块与模块之间高温下的收缩,模块单块安装固定,维修方便。
工业炉保温模块安装步骤
(1)除锈:施工前钢结构方需对炉壁铜板除锈,达到焊接要求。
(2)画线:依据设计图纸所示陶瓷纤维模块排布位置,在炉壁板上放线,标出交点处锚固件螺栓的排布位置。
(3)焊接螺栓:根据设计规定,将相应长度的螺栓按焊接要求焊在炉壁板上,焊接时应对螺栓螺纹部分采取保护措施,不得将焊渣溅落到螺栓螺纹的部位,并保证焊接质量。
(4)涂高温防腐层:依据设计图纸的规定,在炉壁板及螺栓根部焊缝处均匀涂刷高温防腐层,涂层厚度按3Kg/m2。涂刷时应对螺栓螺纹部分采取保护措施,不得将涂料溅落到螺栓螺纹的部位。
(5)平铺毯的安装:铺层纤维毯,然后铺设第二层纤维毯,一二层毯的接缝相互错开量应不小于100mm。为方便施工,炉顶平铺需要用快速卡片做临时固定。
(5)模块安装:
a.将导向套管拧紧到位。
b.将模块中心孔对准炉壁板上的导向管,垂直于炉壁对模块均匀用力推入,将模块紧贴到炉壁板;然后用专用套筒搬手将螺母沿导向套管送至螺栓处,并旋紧螺母。
c.以此类推,安装其它模块。
(6)补偿条的安装:模块按折叠压缩方向顺次同向顺排,为了避免不同排模块之间高温加热后纤维收缩出现缝隙,必须在两排模块非膨胀方向安放同温度等级的补偿条,以补偿模块的收缩。炉墙补偿条依靠模块的挤压固定,炉顶补偿条采用u型钉固定。
(7)衬里修止:整个衬里安装完毕,从上到下进行修整。
(8)炉衬表而喷涂:整体衬里安装完毕,采用我公司的施工工艺和合理配比,在炉衬表面喷涂一层表面涂料。
(9)终处理:用手表背面将喷射起的毛尖,撬茬压平,并对特殊部位的模块进行磨压。
相关推荐
其他供应
-

单价:5200 元
-

单价:6200 元
-

单价:5200 元
-

单价:5200 元
-

单价:5200 元
-

单价:5200 元
-
单价:5200 元
-

单价:5200 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。