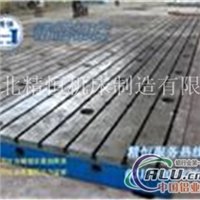
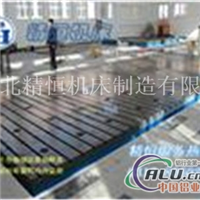
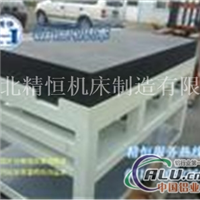
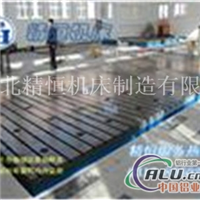
产品描述
球墨铸件在锻造过程中此普通灰口铸铁的白口倾向大,内应力也非常大,球墨铸件很难得到朴实的铁素体或珠光体基体,为进步五金铸件的延性或耐性,常将铸铁件从头加热到900-950℃并保温满足时刻进行高温退火,再炉冷到600℃出炉变冷.过程中基体的渗碳体分解出石墨,自奥氏体中分出石墨,这些石墨集聚于原球状石墨周围,基体全转换为铁素体. 制作球墨铸件的工艺和机床铸件大致相同,包括铸铁平台的制作也基本也一样。
若铸态安排由(铁素体+珠光体)基体,以及球状石墨组成,为进步耐性,只需将珠光体中渗碳体分解转换为铁素体及球状石墨球墨铸件,为此将铸铁件从头加热到700-760℃的共析温度上下经保温后炉冷至600℃出炉变冷.
相关推荐
其他供应
-
单价:199 元
-
单价:199 元
-
单价:288 元
-
单价:1500 元
-

单价:1500 元
-
单价:860 元
-

单价:860 元
-

单价:845 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。