


产品描述
优质液压胶管扣压机制造厂商--宏帆机械



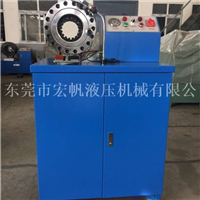
扣压机,厂家销售各种规格型号的油管接头,油压扣压机,品种多、规格全 .扣压机特点,安全方便,压管无锥度,低噪音,美观大方,做工高等,油压扣压机所有型号均现货供应,机器外型尺寸 700X550X700,(长X宽X高)重量约200KG(三相电,单相电机型),扣压机又叫啤管机,扣管机,啤油喉。扣压机是在压力作用下使金属接头产生变形,从而平稳地扣压在胶管上的专项使用设备,是液压机械厂,挖机维修点的必选设备。本扣管机模块采用双斜面设计,扣压力加大,压管无锥度,使用寿命长,低噪音,具有体积小,重量轻,功能多,开模快,易操作,好维修等优点。是这款性能稳定,简单易用,经济型的油压扣压机.
具体报价视客户配置,大小,要求,自动化程度而定,
设备具体参数请咨询,如果您对价格、厂家、型号、图片有什么疑问,请联系我们获取较新信息。
本公司可根据客户需求另行设计制造产品规格,欢迎联系洽谈
因本公司不能一一上传所有价格与图片,所以购买前均需与本公司销售洽谈咨询,不以标价为准!图片及标价只是作为参考。货品以实物为准。如有不便敬请谅解!
工作原理
柱塞泵安装于油箱内浸泡在液压油里达到科学散热静音的设计目的,柱塞泵在电机驱动下,输出液压油,推动扣压油缸内的柱塞运动,致使模座径向收缩,实现模具对胶管接头外套的挤压。当收缩量达到千分尺预定值时,挤压自动停止,电磁换向阀换向后,油缸内的柱塞反向运动,模具随之张开,扣压完成。
如何扣压
用户在扣压高压管时,如果扣压量过小,那么接头与胶管间压得过松时,在油压的作用下扣压胶管在使用初期便有可能从接头中脱出,如果扣压量过大,那么接头与胶管压得过紧,容易导致胶管内层受到局部破坏,产生裂纹,液压油会从破裂处直接进入钢丝层,再沿钢丝间的缝隙窜到外套尾部渗出,或一直沿钢丝层窜到某处积聚起来,使外层胶产生鼓包甚至破裂。
扣压标准
理论要求:不脱头,不破坏胶管内胶
要想不脱头-扣压力度要大,要想不破坏内胶-扣压力度要小。若要解决这种矛盾,扣管机首先要选无锥度(0锥度)扣管机使液压金属接头前后两端数据一致,避免误差。(注:若金属接头前端压缩力度过大,会将接头压坏。若金属接头后端压缩力度过大,会将胶管内胶压裂,从而导致胶管漏油等)。
操作规程
1、操作人员必须按工艺规程操作。
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章
如何扣压
用户在扣压高压管时,如果扣压量过小,那么接头与胶管间压得过松时,在油压的作用下扣压胶管在使用初期便有可能从接头中脱出,如果扣压量过大,那么接头与胶管压得过紧,容易导致胶管内层受到局部破坏,产生裂纹,液压油会从破裂处直接进入钢丝层,再沿钢丝间的缝隙窜到外套尾部渗出,或一直沿钢丝层窜到某处积聚起来,使外层胶产生鼓包甚至破裂。
扣压标准
理论要求:不脱头,不破坏胶管内胶
要想不脱头-扣压力度要大,要想不破坏内胶-扣压力度要小。若要解决这种矛盾,扣管机首先要选无锥度(0锥度)扣管机使液压金属接头前后两端数据一致,避免误差。(注:若金属接头前端压缩力度过大,会将接头压坏。若金属接头后端压缩力度过大,会将胶管内胶压裂,从而导致胶管漏油等)。


维修保养
1、油箱中的液压油要经常检查,发现油量不足要及时补充液压油;油液污染后要过滤或更换。
2、锁头要保持内部清洁,以免加工中杂物经模具进入锁头油缸,而影响正常使用。及时擦拭模具体中扣压接头时带入的杂物,并要经常在模座摩擦面上涂适量黄油进行润滑。
订购须知:
1、网上报价不准,具体产品价格请致电联系电话,以电话中实际报价为准。
2、根据客户指定发货地点不同运费不同,货运时间为2-5天,因物流运输不确定因素较多如:路况,天气等,根据物流运输过程中实际情况货物到达时间稍有不同。
3、因产品生产批次、具体型号不同,以上图片仅供参考,详情可联系我们的销售人员进行具体核实。
优质液压胶管扣压机制造厂商--宏帆机械
相关推荐
其他供应
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9900 元
-
单价:1500 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。














