


产品描述
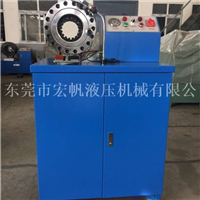
国产新型液压扣管机厂家直销
扣管机是在液压力作用下使金属接头产生变形,从而平稳地扣压在胶管上的专项使用设备;是液压机械厂,挖机维修点,的必选设备,是这款性能稳定,简单易用,经济型的扣管机.性能和加工方法与其它同类产品相比。该机装模结构利用接钩式原理,更换模具简单方便, 调较非常方便,模具扣压松紧度可任意按需要调节;连接质量好、扣压速度快、生产效率高、操作简单、维修方便、经久耐用、**节能等特点。因其扣压力大,各种不同直径的胶管接头均能一次扣压成型,扣压后的接头外套光滑精美,抗压抗拉能力强,是胶管接头总成专项使用厂家理想的生产设备,也是有关工程单位设备维修的必选工具。
扣管机适用于各类机械高低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。
产品特点:
1、采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
2、液压系统由电机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速回位的目的,且速度可调、噪音和系统压力降低。
3、在电器控制系统方面,控制电路适用PLC电路,它检修电路容易、维修方便、更换简单。
4、扣压模具及模座采用无累计误差式加工工艺,以保证扣压后产品的扣压线条间隔均匀,无大小头现象。
5、为了扣管机较久的机械精度及寿命,在锁紧机构组件上,不仅选择了优质合金钢材料,而且采用独有的热处理工艺。
操作准备:
1、一次加足46#液压油60kg 。
2、定位设备安装:先把定位设备插在机头前端(注:定位设备可直接插入机头),把另一端插头插在电控箱内侧对应插座上 。
3、接上电源,如果你用的是三相电机,注意不要接反转(俯视:电机风扇顺时针方向一为正转) 。
4、以上工序完成后,即可开机试压。
5、定位设备的使用:每倒旋一周多压进1mm,每正旋一格为0.01mm,依次类推,同一规格胶管、接头,靠前个金属接头达到所需要的压力,无需再动定位设备,一直把该规格压完,其结果压缩数据完全一致,当你试压完成靠前根油管时,你已经学会了,余下的是逐步熟练。
操作规程
1、操作人员必须按工艺规程操作。
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章
扣压标准
理论要求:不脱头,不破坏胶管内胶
要想不脱头-扣压力度要大,要想不破坏内胶-扣压力度要小。若要解决这种矛盾,扣管机首先要选无锥度(0锥度)扣管机使液压金属接头前后两端数据一致,避免误差。(注:若金属接头前端压缩力度过大,会将接头压坏。若金属接头后端压缩力度过大,会将胶管内胶压裂,从而导致胶管漏油等)。
维修保养
1、油箱中的液压油要经常检查,发现油量不足要及时补充液压油;油液污染后要过滤或更换。
2、锁头要保持内部清洁,以免加工中杂物经模具进入锁头油缸,而影响正常使用。及时擦拭模具体中扣压接头时带入的杂物,并要经常在模座摩擦面上涂适量黄油进行润滑。
注意事项
1.扣压时要尽可能将接头置于模具中心,不要压在六角螺母上。
2.防止工具和其他异物进入锁头。
3.每次在工作完毕后必须使八块模座张开到非常大程度,这样可使弹簧处于张开状态。否则将损坏弹簧。
4.工作时不要把手伸进锁头内,以确保人身安全。维修时必需切断电源。
订购须知:
1、网上报价不准,具体产品价格请致电联系电话,以电话中实际报价为准。
2、根据客户指定发货地点不同运费不同,货运时间为2-5天,因物流运输不确定因素较多如:路况,天气等,根据物流运输过程中实际情况货物到达时间稍有不同。
3、因产品生产批次、具体型号不同,以上图片仅供参考,详情可联系我们的销售人员进行具体核实。
国产新型液压扣管机厂家直销
相关推荐
其他供应
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9700 元
-

单价:9600 元
-

单价:9900 元
-
单价:1500 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。














