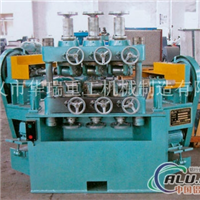
产品描述
冷轧机轧制过程是典型的力学系统。在冷轧机轧制压力作用下,冷轧机轧件发生塑性变形,冷轧机轧机发生弹性变形。为提高产品质量,见底能耗和物质消耗,所以对其产生过程优化控制十分重要。50年代以前冷轧机轧制理论研究集中于冷轧机轧件塑性变形规律及力能参数计算,从而建立了以体积不变和较小阻力定律的塑性加工理论,得出冷轧机轧制压力、力矩、前滑、宽展等计算公式。1950年英国钢铁协会(BISRA)引入冷轧机轧机刚度概念得出弹跳方程,它是冷轧机轧制理论与技术的一次飞跃,反映了控制观念。控制论作为一门应用科学是以1948年维纳提出控制论为起点。它的基本特征是反馈。弹跳方程的实质是冷轧机轧件厚度测量和控制方程。实现了冷轧机轧机的测厚仪功能,弹跳方程线性话推出厚度自动控制系统(AGC)。
网站地址: />电子邮箱:hnhrzg@163.com
客服Q Q :592704661
业务传真:***请点击商铺导航 联系我们***
移动电话:***请点击商铺导航 联系我们*** ***请点击商铺导航 联系我们***
相关推荐
其他供应
-
单价:200000 元
-

单价:200000 元
-
单价:200000 元
-

单价:250000 元
-

单价:300000 元
-
单价:300000 元
-
单价:55000 元
-

单价:30000 元

相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 巩义市华瑞重工机械制造有限公司
- 经营模式:制造商
- 主营:拉丝机,双轴撕碎机,冷轧扁钢机,三级钢调直切断机,延伸机,收线机,钢筋垫块机,大瓦彩瓦机
- 地区:河南 郑州
联系方式
留言咨询