




产品描述
环保喷砂机使用说明
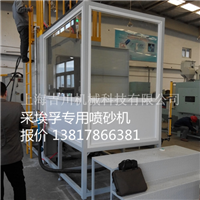
喷砂机安全使用技术规范
喷砂机的使用及维修
1接通电源,接通压缩空气源;
2主机照明灯亮,根据需加工工件的大小,调好喷枪的高度和角度并紧固,如果
工件外径较小,也可合理增减喷枪数量;
3向加砂斗中加入适量砂料,关闭好各个设备门;
4启动抽风除尘电机;
5开启转盘旋转电机和工件旋转电机,将工装套装在小转盘治具上,工件由大转盘带至喷砂加工区,喷枪自动开始工作,往复摆动对工件做喷砂处理,工件同时自转,保证了喷砂的均匀性。
6加工循环进行。
7工件安放工位为12个,每个工位可装夹1-8个工件;
8循环操作。
注意:喷砂压力按工艺要求可进行调整,压力1~7bar不等,喷枪由总的调压阀控制,并有压力表显示。喷砂压力为0.6MPa时,总耗气量约为12m3/min,为保证喷砂压力稳定,要求空压机满足空气压力在7bar以上,输出流量在12m3/min以上的干燥压缩空气
(必须符合一般工业用气标准,建议压缩空气进入储气罐前需经过干燥机及QPS三级过滤)。
|
序号 |
项 目 |
耗气量(0.4MPa工作压力) |
|
1 |
喷砂枪(12枪,喷嘴直径8mm) |
12*0.8=10m3/min |
|
2 |
喷砂后工件表面吹净 |
1m3/min |
|
3 |
脉冲反吹清灰 |
1m3/min |
|
4 |
总耗气量 |
≥12m3/min |
同类产品
-

单价:1.00 元
-
单价:10.00 元
-

单价:1.00 元
-

单价:10.00 元
-
单价:12 元
-

单价:90000 元
-
单价:10.00 元
-
单价:1.00 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 上海吉川机械科技有限公司
- 经营模式:制造商+服务商+进出口商+采购商
- 主营:喷砂机,喷砂机品牌,喷砂机价格,喷丸设备,喷砂机使用,喷砂设备,自动喷砂机,液体喷砂机
- 地区:江苏 苏州
联系方式
留言咨询














