-
合金牌号:
6061
-
状态:
T6
-
是否有缝:
无缝
-
生产区域:
国产
-
合金元素:
6系




合金牌号:
6061
状态:
T6
是否有缝:
无缝
生产区域:
国产
合金元素:
6系
目前使用的铝管挤压机包括挤压箱和气缸,将加热后的铝块从进料口投入到挤压箱内,气缸开始工作使挤压梁推动铝块朝着挤压模移动,高温状态下的铝块具有很好的塑性,当铝块温度降低后塑性也会降低,在挤压梁一定的压力和速度作用下,挤压垫推动铝块产生塑性流动从挤压模中挤出,从而获得所需断面形状及尺寸的铝管;在挤压过程中,铝块在挤压变形区中处于强烈的压力状态,可以充分发挥其塑性,获得大变形量,同时挤压变形可以改善金属材料的组 织,提高其力学性能,特别是对于具有挤压效应的铝块,其挤压制品在淬火时效后,纵向(挤压方向)力学性能远高于其他加工方法生产的同类产品,挤压加工还具有很大的灵活性,只需更换挤压模就可以在同一台设备上生产形状、尺寸规格和品种不同的产品,且更换挤压模的操作简单方便、费时小、效率高。但是对于一些双层无缝铝管的成型仍存在很大的问题。因此,有必要对这种情况进行改善。
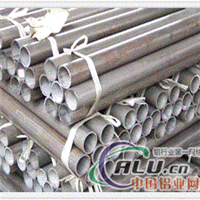
无缝铝管一般是是采用穿孔挤压方法,由于无缝铝管具有比重小、易加工,机械强度大等特点,其实,无缝铝管的制作过程要求是比较严格,比较精细的。
但是在制作的时候应该注意一些问题,才能生产出质量过关的无缝铝管。下面就与大家分享一下无缝铝管制作过程中需要注意的问题及一些成功的实际经验。
大的无缝铝管,一般都是热挤压成形的,然后经过后续的实效处理。而小的无缝铝管,可以热挤压也可以冷拉伸,然后经过后续的实效处理。
无缝铝管制作过程中产生的氧化铝水合物需要连续挤压,在挤压过程中剧烈脱水形成砂眼。为了防止无缝铝管上的砂眼,挤压用圆铝杆本身不得有轧制裂纹;不得存放于潮湿的环境中,清洗液中氢氧化钠含量在百分之三十左右为宜,要严格控制清洗液中的铝离子含量。


单价:26000 元
单价:13000 元

单价:23000 元
单价:21000 元

单价:21000 元

单价:21000 元
单价:电议 元

单价:电议 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。