山东清铝金属有限公司

ShanDong LightMetal co.,LTD.
主营:铝合金搅拌摩擦焊带筋板,摩擦焊水冷板风冷水冷散热器,摩擦焊爆炸焊真空钎焊扩散焊,铝板,角铝铝管铝棒铝型材,铜铝接头导电头,钢铝接头


- 1
- 2
山东清铝完成4.4m×6m×1mm大规格2524T3航空铝板的搅拌摩擦焊接
近日,受中国航空工业集团公司济南某研究所委托,山东清铝金属有限公司成功为该单位完成4.4m×6m×1mm超大规格2524-T3航空铝板的搅拌摩擦焊接。
薄板的搅拌摩擦焊接主要存在以下几个方面的问题:一是焊透控制问题。搅拌摩擦焊接不同于熔化焊接方法,搅拌摩擦焊接时依靠特殊设计的搅拌头旋转插入被焊工件,通过材料与搅拌头轴肩、搅拌针的摩擦热和材料本身的形变产热使被焊接头部位达到塑性状态,在搅拌针的机械破碎对接边氧化膜和搅拌头轴肩的机械锻压力的共同作用下,熔融的塑性金属形成致密焊缝从而完成接头的焊接。焊接过程中,搅拌针端部并未完全穿透被焊材料,这就为如何更好的形成整个板厚的全部焊合提出了挑战;二是焊接变形问题。尽管搅拌摩擦焊属于摩擦热-机械力耦合作用下的固相焊接技术,搅拌摩擦焊接过程中没有接头材料的熔化与凝固现象产生,焊接过程中的热输入比较低,较熔焊相比,搅拌摩擦焊构件残余应力较低、变形相对较小。但薄壁铝合金结构搅拌摩擦焊的焊接应力与变形问题还是表现得很突出,尤其是薄壁结构的焊接变形与工程实际的要求存在非常大差距。有学者认为薄板搅拌摩擦焊焊接纵向残余应力非常大值接近材料的屈服应力。
针对薄板搅拌摩擦焊的焊透控制问题和焊接变形问题,山东清铝金属有限公司技术人员从设备和工装调整、焊接过程控制、专项使用搅拌头开发、焊接热输入控制等环节入手,经过多次试验,成功实现了模拟件和工艺试验件的制备。
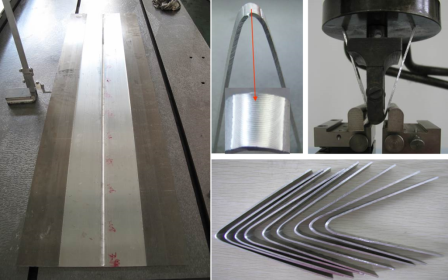
3m模拟件焊接变形情况和接头背弯正弯试验

1mm薄板搅拌摩擦焊拉伸试验
试验表明,通过优化的搅拌头和焊接工艺过程,可以实现1mm厚度2524-T3铝合金薄板的无变形搅拌摩擦焊接。对焊接接头按国标GB/T 2653-2008《焊接接头弯曲试验方法》和GB/T 2651-2008《焊接接头拉伸试验方法》分别对1mm厚度2524-T3铝合金薄板搅拌摩擦焊焊接接头进行背弯、正弯和拉伸试验,接头正弯、背弯180°无裂纹,标准拉伸试验表明接头断裂在焊缝外母材热影响区,焊缝性能优异,超出客户方的技术要求。
产品焊接采用山东清铝高精度型材拼接专项使用搅拌摩擦焊机,该焊机集成了山东清铝独有的搅拌摩擦焊焊接热输入控制系统和随焊应力变形消减技术。设备6m实际焊接误差仅0.015mm,辅以特殊设计的搅拌头,准确控制焊接时的背部预留量。以上工艺措施的采用,不但保证了焊缝具有良好的性能,更保证了4.4m×6m×1mm超大规格2524-T3航空铝板的无变形搅拌摩擦焊接。
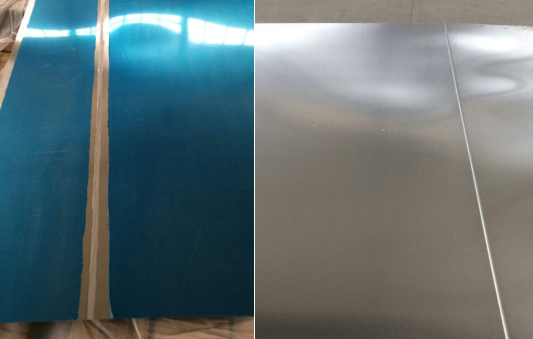
4.4m×6m×1mm航空2524-T3铝板搅拌摩擦焊接
山东清铝金属有限大规格高度度航空铝板搅拌摩擦焊接产品的成功交付,凸显了山东清铝金属有限公司在大尺寸铝合金板材、型材搅拌摩擦焊拼接方面的技术优势。公司依靠先进的搅拌摩擦焊设备和优异的搅拌摩擦焊技术工艺,为航空、航天、船舶领域的客户提供大幅面航空航天铝合金板材、大规格船舶带筋板等铝合金搅拌摩擦焊产品。
-
单价: 元
