
іЈЦЭИэЦЪєёІДУРПЮ№«Лѕ
ЦчУЄЈєЖы±ЈВБєёЛї,І»РвёЦєёЛї,Т©РѕєёЛї,ВБ№иєёЛїER4043,лІ»ЎВБєёЛї,ВБєПЅрєёЛї,ВБГѕєёЛїER5356,ґїВБєёЛїER1100


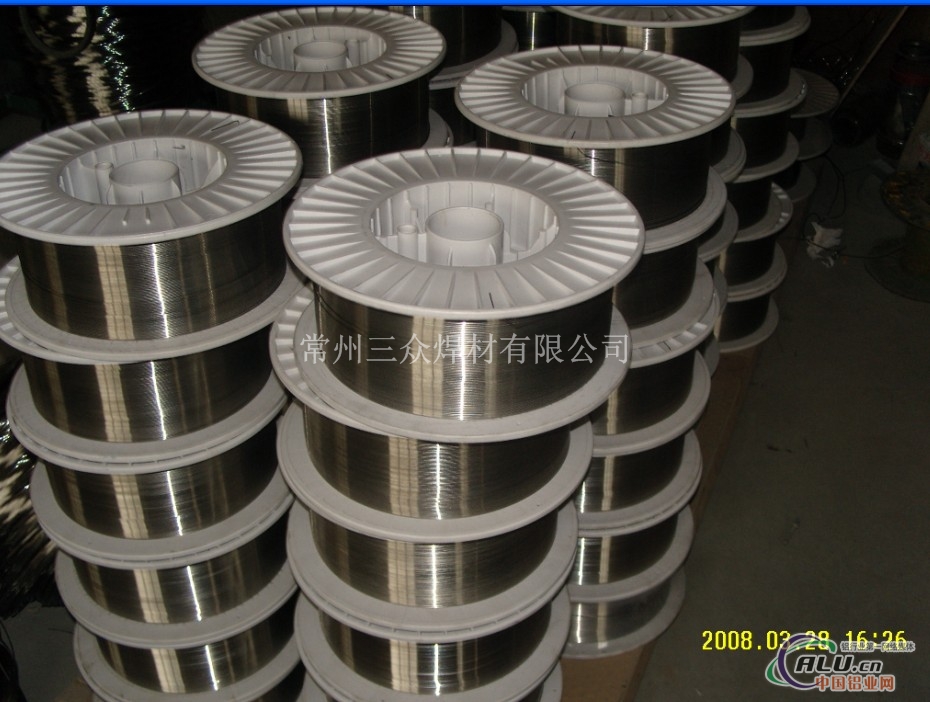
ІъЖ·ГиКц
ґїВБєёЛїЈ¬ВБє¬Бї≥99.5%,УРј«єГµДї№ёЇКґРФДЬЈ¬єЬ ёЯµДµјИИУлµјµзРФДЬЈ¬ТФј°ј«єГµДїЙјУ№¤РФДЬЎЈ¶ФѕСфј«»Їґ¦Ан µДІДБПЈ¬РиТЄЕдЙ«К±К®·ЦАнПлЈ¬НЖјцУГУЪєёЅУ1000ПµБРВБєПЅрЎЈ µдРН»ЇС§іЙ·ЭЈєSi≤0.03ЎўCu≤0.002ЎўZn≤0.013ЎўFe≤0.18 ЎўMn≤0.003Ј¬ALУаБїУГНѕ№г·єУГУЪМъВ·»ъіµЎўµзБ¦Ўў»ЇС§ЎўКі Ж·µИРРТµЎЈ
ЦґРРGB10858-89±кЧј
ВБј°ВБєПЅрєёЛї№г·єУ¦УГУЪВБј°ВБєПЅрлІ»Ўєёј°Сх
-ТТИІЖшєёК±ЧчМоідІДБПЎЈ
єёЛїµДСЎФсЈ¬ЦчТЄёщѕЭДёІДµДЦЦАаЈ¬¶ФЅУН·µДї№БСРФДЬЎўБ¦С§РФДЬј°ї№ёЇКґРФДЬµИ·Ѕ
ГжµДТЄЗуЧЫєПїјВЗЎЈ
УРК±Ј¬
µ±ДіПоіЙОЄЦчТЄГ¬¶ЬК±ФтСЎФсєёЛїѕН
ЧЕЦШґУЅвѕцХвёцОКМвИлКЦЎЈјж№ЛЖдЛь·ЅГжТЄЗуЎЈИзФЪТ»°гЗйїцПВЈ¬єёЅУВБј°ВБєПЅр¶јІЙУГУлДёІДіЙ·ЦПаН¬»тПаЅьЕЖєЕµДєёЛїЈ¬ХвСщїЙТФ»сµГЅПєГµДДНКґРФЈ¬µ«єёЅУИИБС·мЗгПтґуµДИИґ¦АнЗї»ЇВБєПЅрК±Ј¬СЎФсєёЛїЈ¬ФтЦчТЄґУЅвѕцї№БСРФИлКЦЈ¬ХвК±єёЛїµДіЙ·ЦѕНїЙУлДёІДµДІо±рєЬґуЎЈµдРНµДВБј°ВБєПЅрєёЅУЛщСЎУГµДєёЛїИзПВЎЈ
ЦчУЄІъЖ·ЈєВБєёЛї,ВБєёМхЈ¬ДНДҐєёМх,ДНДҐєёЛїЈ¬ВБєёМхЈЁER4043Ј¬ER4047Ј¬ER5356Ј¬ER1100Ј©ЈЁ№жёсЈє1.0Ј¬1.2Ј¬1.6Ј¬2.0Ј¬2.5Ј¬3.0Ј©
SAL4047КЗСхЖшєёЈ¬РиТЄЕдєПєёјБАґК№УГЎЈ
2. ·АЦ№ґлК©
ўЕ·ґёґµчКФСЎФсєПККµДєёЅУ№ж·¶Ј»
ўЖ±ЈіЦєёЗ№єПККµДЗгЅЗЈ»
ўЗјУЗїєё№¤јјДЬЕаСµЈ»
ўИСЎФсєПККµДµјµзЧмѕ¶Ј»
ўЙБ¦ЗуК№єёЅУµз»ЎУлЖВїЪСПёс¶ФЦРЈ»
ўКєёЗ°ЧРПёЗеАнВБєёЛїЎўєёјюЈ»±ЈЦ¤±Ј»¤ЖшМеµДґї¶ИЎЈ
НВБєёЛїККУГУЪНУлВБЦ®јдµД»рСжЗҐєё»тХЯёЯЖµЗҐєёЈ¬їЙТФКµПЦН№ЬУлВБ№ЬЎўНПЯУлВБПЯ»тХЯКЗНЖ¬УлВБЖ¬Ц®јдµДАО№МєёЅУЎЈФЪМШ¶ЁЗйїцПВТІїЙУ¦УГУЪВБУлВБЦ®јдµДєёЅУЎЈ
НВБєёЛїДЪґшЗҐјБЎўОЮёЇКґЎўІЩЧч·Ѕ±гЈ¬їЙКµПЦФЪПЯЙъІъЎЈ
№¤ЧчОВ¶И·¶О§ОЄ410-430ЎжЧуУТЎЈ
ПЯѕ¶№жёсЈЁmmЈ©Јє0.1---5.0ЈЁmmЈ©
±кЧј°ьЧ°ОЄ1№«ЅпЈЇѕнЈ¬2№«ЅпЈЇѕнЈ¬3№«ЅпЈЇѕнЈ¬5№«ЅпЈЇѕнЈ¬10№«ЅпЈЇѕнЈ¬15№«ЅпЈЇѕнЈ¬20№«ЅпЈЇѕн.
»ЇС§іЙ·ЦЦґРР±кЧјЈєGB/T3190-1998
єёЛї±кЧјЈєGB10858-2008 Паµ±УЪANSI/AWS A5.10-92
±ѕ№«ЛѕТСНЁ№эISO9001:2008 ЦКБї№ЬАнМеПµИПЦ¤
ІъЖ·°ьЧ°ЈєИИЛхД¤ГЬ·в+ЦЅПд+ґт°ьґш
№©»х·ЅКЅЈєЦ±МхЈЁі¤1mЈ¬10№«Ѕп/ПдЈ©єНЕМЧ°ЈЁ7№«Ѕп/ЕМЈ©
іці§ІъЖ·УРєПёсЦ¤Ј¬МṩІДЦККй
ИэЦЪЕЖВБј°ВБєёЛїІъЖ·У¦УГЅ»БчлІ»ЎєёЈ¬І»РиТЄєёјБЈ¬І»НЖјцУГ¶ю±Јєё»ъАґєёЅУЎЈ
Т»Ўўєё·міЙРОІо
єё·міЙРОІоЦчТЄ±нПЦФЪєё·мІЁОЖІ»ГА№ЫЈ¬ЗТІ»№вББЈ»єё·мНдЗъІ»Ц±Ј¬їнХІ»Т»Ј¬ЅУН·М«¶аЈ»єё·мЦРРДН»ЖрЈ¬БЅ±ЯЖЅМ№»т°јПЭЈ»єё·мВъТзµИЎЈ
1. ІъЙъФТт
ўЕєёЅУ№ж·¶СЎФсІ»µ±Ј»
ўЖєёЗ№ЅЗ¶ИІ»ХэИ·Ј»
ўЗєё№¤ІЩЧчІ»КмБ·Ј»
ўИµјµзЧмїЧѕ¶М«ґуЈ»
ўЙєёЅУµз»ЎГ»УРСПёс¶ФЧјЖВїЪЦРРД
ўКВБєёЛїЎўєёјюј°±Ј»¤ЖшМеЦРє¬УРЛ®·ЦЈ»
¶юЎўБСОЖ
ВБј°ВБєПЅрєё·мЦРµДБСОЖКЗФЪєё·мЅрКфЅбѕ§№эіМЦРІъЙъµДЈ¬іЖОЄИИБСОЖЈ¬УЦіЖЅбѕ§БСОЖЎЈЖдРОКЅУРЧЭПтБСОЖЎўєбПтБСОЖЈЁНщНщА©Х№µЅ»щМеЅрКфЈ©Ј¬»№УРёщІїБСОЖЎў»ЎїУБСОЖµИµИЎЈБСОЖЅ«К№Ѕб№№Зї¶ИЅµµНЈ¬ЙхЦБТэЖрХыёцЅб№№µДН»И»ЖЖ»µЈ¬ТтґЛКЗНкИ«І»ФКРнµДЎЈ
1.ІъЙъФТт
ўЕєё·мП¶µДЙоїн±И№эґуЈ»
ўЖєё·мД©¶ЛµД»ЎїУАдИґїмЈ»
ўЗВБєёЛїіЙ·ЦУлДёІДІ»ЖҐЕдЈ»
ўИІЩЧчјјКхІ»ХэИ·ЎЈ
2.·АЦ№ґлК©
ўЕККµ±МбёЯµз»ЎµзС№»тјхРЎєёЅУµзБчЈ¬ТФјУїнєёµА¶шјхРЎИЫЙо
ўЖККµ±µШМоВъ»ЎїУІўІЙУГЛҐјхґлК©јхРЎАдИґЛЩ¶ИЈ»
ўЗ±ЈЦ¤ВБєёЛїУлДёІДєПАнЖҐЕдЈ»
ўИСЎФсєПККµДєёЅУІОКэЎўєёЅУЛіРтЈ¬ККµ±ФцјУєёЅУЛЩ¶ИЈ¬РиТЄФ¤ИИµДТЄІЙИЎФ¤ИИґлК©
РФДЬМШµгЈєґїВБєёЛїЈ¬ВБє¬Бї≥99.7%,УРј«єГµДї№ёЇКґРФДЬЈ¬єЬёЯµДµјИИУлµјµзРФДЬЈ¬ТФј°ј«єГµДїЙјУ№¤РФДЬЈ¬ФЪСфј«ґ¦АнєуѕЯУРєЬєГµДСХЙ«Ед±ИРФЎЈ
SAL1070ЈєSi:0.20 Fe:0.25 Cu:0.04 Mn:0.03 Mg:0.03 Cr:-- Zn:0.04 Ti:0.03 AL:99.70; ДНёЇКґРФЗїЈ¬ГЬ¶И 20ЎжК±2.705g/cm3 ИЫ»ЇОВ¶ИЈє646Ў«657Ўж
µзµјВКЈєИЭБї·Ё20ЎжК± OЧґМ¬62%IACS
OЧґМ¬Ј¬АЙмЗї¶ИЈє69MpaЈ¬ Зь·юЗї¶ИЈє28MpaЈ¬СУЙмВКЈє43%
УГНѕЈєґ¬І°ЎўМъВ·»ъіµЎў»ЇС§ЎўКіЖ·ЎўФЛ¶ЇЖчІДЎўµзБ¦µИЎЈ
Па№ШНЖјц
ЖдЛы№©У¦
-
µҐјЫЈє30 ФЄ
-
µҐјЫЈє30 ФЄ
-
µҐјЫЈє31 ФЄ
-
µҐјЫЈє30 ФЄ
-
µҐјЫЈє30 ФЄ
-

µҐјЫЈє30 ФЄ
-

µҐјЫЈє29 ФЄ
-

µҐјЫЈє29 ФЄ
ГвФрЙкГчЈєТФЙПЛщХ№КѕµДРЕПўУЙЖуТµЧФРРМṩЈ¬ДЪИЭµДХжКµРФЎўЧјИ·РФєНєП·ЁРФУЙ·ўІјЖуТµёєФрЈ¬ВБµАНш¶ФґЛІ»іРµЈИОєО±ЈЦ¤ФрИОЎЈОЄ±ЈХПДъµДАыТжЈ¬ОТГЗЅЁТйДъСЎФсВБµАНшµД ВБТµНЁ»бФ±ЎЈУСЗйМбРСЈєЗлРВАПУГ»§јУЗї¶ФРЕПўХжКµРФј°Жд·ўІјХЯЙн·ЭУлЧКЦКµДХз±рЈ¬±ЬГвТэЖрІ»±ШТЄ
·зПХМбКѕЈєґґТµУР·зПХЈ¬Н¶ЧКРиЅчЙчЎЈґт»чХРЙМХ©ЖЈ¬ґґЅЁіПРЕЖЅМЁЎЈО¬ИЁѕЩ±ЁЈє0571-89937588ЎЈ
- іЈЦЭИэЦЪєёІДУРПЮ№«Лѕ
- ѕУЄДЈКЅЈєЦЖФмЙМ
- ЦчУЄЈєЖы±ЈВБєёЛї,І»РвёЦєёЛї,Т©РѕєёЛї,ВБ№иєёЛїER4043,лІ»ЎВБєёЛї,ВБєПЅрєёЛї,ВБГѕєёЛїER5356,ґїВБєёЛїER1100
- µШЗшЈєЅЛХ іЈЦЭ
БфСФЧЙСЇ