…νέΎ –Χ®ΚηΜζ–Β…η±Η”–œόΙΪΥΨ
ShenzhenTaihongMachineryEquimentCo.©pLtd
÷ς”ΣΘΚ”Ά―ΙΜζ,“Κ―ΙΜζ, ΐΩΊ―ΙΉΑΜζ,≥ε±ΏΜζ,»»―ΙΜζ,≤Ο«–Μζ,’ϊ–ΈΜζ,―ΙΝΠΜζ


≤ζΤΖΟη ω

ΤχΙή―ΙΙήΜζ≤ζΤΖ’Ι ΨΓΩ



ΓΨΤχΙή―ΙΙήΜζΧΊ…ΪΓΩ
1ΓΔ≤…”ΟΥΪ“Κ―ΙΜΊ¬Ζ‘ΥΉς‘≠άμΘ§Φ¥Μν»ϊΒΡΫχΆΥΦΑΡΘΨΏΒΡ’≈ΩΎΚΆ ’Υθ‘ΥΕ·ΕΦ «“άΩΩ“Κ―ΙΕ·ΝΠ‘¥≤ζ…ζΒΡΕ·ΝΠΓΘΥϋ≤ΜΫω“ΤΕ·ΤΫΈ»ΓΔΜΊ≥ΧΩλΥΌΘ§“≤≤ΜΜαΖΔ…ζœώΒ·Μ…ΜΊΈΜΘ§ ΙΡΘΨΏ’≈≤ΜΩΣΕχΥχΥάΒΡœ÷œσΓΘΕχ«“”ΆΗΉΥχΫτœΒΆ≥…ηΦΤΕΦ ««ΑΚσΙαΆ®Θ§“Ή”ΎΩέ―ΙΗς÷÷“λ–ΆΆδΆΖΓΘ
2ΓΔ“Κ―ΙœΒΆ≥”…ΒγΜζΓΔ”Ά±ΟΓΔΒγ¥≈ΖßΓΔΒς―ΙΖßΦΑ“Κ―ΙΖßΉι≥…ΝΥΨΏ”–ΫχΆΥ‘ΥΕ·ΒΡΥΪ“Κ―Ι”Ά¬ΖΘ§Εχ«“‘ΎΥΪ“Κ―Ι”Ά¬Ζ÷–ΜΙ‘ωΦ”άκ“ΜΗωΩλΥΌ–Ι”ΆΖß”Ά¬ΖΘ§“‘¥οΒΫΗϋΦ”ΩλΥΌΜΊΈΜΒΡΡΩΒΡΘ§«“ΥΌΕ»Ω…ΒςΓΔ‘κ“τΚΆœΒΆ≥―ΙΝΠΫΒΒΆΓΘ
3ΓΔ‘ΎΒγΤςΩΊ÷ΤœΒΆ≥ΖΫΟφΘ§ΩΊ÷ΤΒγ¬Ζ ”ΟPLCΒγ¬ΖΘ§ΥϋΦλ–όΒγ¬Ζ»ί“ΉΓΔΈ§–όΖΫ±ψΓΔΗϋΜΜΦρΒΞΓΘ
4ΓΔΩέ―ΙΡΘΨΏΦΑΡΘΉυ≤…”ΟΈόάέΦΤΈσ≤ν ΫΦ”ΙΛΙΛ“’Θ§“‘±Θ÷ΛΩέ―ΙΚσ≤ζΤΖΒΡΩέ―ΙœΏΧθΦδΗτΨυ‘»Θ§Έό¥σ–ΓΆΖœ÷œσΓΘ
5ΓΔΈΣΝΥΩέ―ΙΜζΒΡΜζ–ΒΨΪΕ»ΦΑ ΌΟϋΘ§‘ΎΥχΫτΜζΙΙΉιΦΰ…œΘ§≤ΜΫω―Γ‘ώΝΥ”≈÷ ΚœΫπΗ÷≤ΡΝœΘ§Εχ«“≤…”ΟΕά”–ΒΡ»»¥ΠάμΙΛ“’ΓΘΥυ“‘Ωέ―ΙΜζΫœ≥ΛΒΡ Ι”Ο ΌΟϋΘΚ”κ―Γ≤ΡΓΔ»»¥ΠάμΓΔΜζ–ΒΦ”ΙΛΙΛ“’ΦΑΫαΙΙΒΡΚœάμ–‘ «Οή≤ΜΩ…Ζ÷ΒΡΘΓ
6ΓΔΕ‘”ΎΥΪ÷υ ΫΩέ―ΙΜζΓΔC–ΆΩέ―ΙΜζ”…”Ύ≤Μ±ψ”Ύ…η÷ΟΥάΕ®ΈΜΘ§±Ί–κ≤…”Ο ΐΩΊΖΫ ΫΩΊ÷ΤΩέ―ΙΓΨΤχΙή―ΙΙήΜζΩέ―Ι≤ΌΉς÷ΗΒΦΓΩ
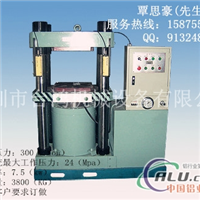
1. ―ΙΙήΜζ≥θ¥Έ Ι”Ο ±”ΠΩ’‘ΊΩέ―Ι20~30¥ΈΘ§Ιέ≤λΗς≤ΩΈΜΨυ’ΐ≥ΘΚσΖΫΩ… Ι”ΟΓΘ
2. ―ΙΙήΜζ‘ΎΕ§ΦΨ Ι”Ο ±”ΠΩ’‘ΊΩέ―Ι20~30¥ΈΘ§“‘ Ι”ΆΈ¬‘ωΗΏ“Μ–©ΓΘ
3. Α¥œ¬’≈ΩΣΑ¥≈ΞΘ§ΡΘΉυ’≈ΩΣΚσΘ§ΗυΨίΥυΩέ―ΙΫΚΙήΙφΗώ―Γ”Οœύ”ΠΒΡΡΘΨΏΑ≤ΉΑ‘ΎΡΘΉυ…œΘ§≤ΔΒς’ϊ«ßΖ÷≥ΏΩΧΕ»ΓΘ
4. Α―ΧΉΚΟΫ”ΆΖΒΡΫΚΙή÷Ο”Ύ―ΙΙήΜζΆΖΡΎ Β±ΈΜ÷ΟΘ§ ΙΒΟ“Μ¥ΈΩέ―Ι»Ϊ≤Ω≥ΛΕ»ΓΘ
5. Α¥œ¬Ωέ―ΙΑ¥≈Ξ÷¥––Ωέ―Ι≤ΌΉςΘ§÷±÷Ν―ΙΙήΜζΆΖΆΘ÷ΙΩέ―ΙΉ‘Ε·’≈ΩΣΡΘΨΏΈΣ÷ΙΓΘ
6. »Γ≥ωΩέ―ΙΚΟΒΡΫΚΙήΉή≥…Θ§”Ο”Έ±ξΩ®≥ΏΦλ≤βΩέ―ΙΚσΒΡΫ”ΆΖΆβΧΉΆβΨΕ≥Ώ¥γΘ§»γ”κ≤Έ ΐ±μ≤ΜΖϊ”ΠΈΔΒς«ßΖ÷≥ΏΩΧΕ»Θ§÷±ΒΫœ¬“ΜΗυΫΚΙήΩέ―ΙΖϊΚœ“Σ«σΈΣ÷ΙΓΘ
Ωέ―Ι±ξΉΦΘΚάμ¬έ“Σ«σΘΚ≤ΜΆ―ΆΖΘ§≤ΜΤΤΜΒΫΚΙήΡΎΫΚ
“Σœκ≤ΜΆ―ΆΖΘ≠Ωέ―ΙΝΠΕ»“Σ¥σΘ§“Σœκ≤ΜΤΤΜΒΡΎΫΚΘ≠Ωέ―ΙΝΠΕ»“Σ–ΓΓΘ»τ“ΣΫβΨω’β÷÷Ο§Εή1ΓΔΩέ―ΙΜζ Ήœ»“Σ―ΓΈόΉΕΕ»(0ΉΕΕ»)―ΙΙήΜζ Ι“Κ―ΙΫπ τΫ”ΆΖ«ΑΚσΝΫΕΥ ΐΨί“Μ÷¬Θ§±ήΟβΈσ≤νΓΘ(ΉΔΘΚ»τΫπ τΫ”ΆΖ«ΑΕΥ―ΙΥθΝΠΕ»Ιΐ¥σΘ§ΜαΫΪΫ”ΆΖ―ΙΜΒΓΘ»τΫπ τΫ”ΆΖΚσΕΥ―ΙΥθΝΠΕ»Ιΐ¥σΘ§ΜαΫΪΫΚΙήΡΎΫΚ―ΙΝ―Θ§¥”ΕχΒΦ÷¬ΫΚΙή¬©”ΆΒ»)
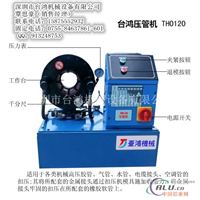
ΓΨΤχΙή―ΙΙήΜζœύΙΊΙΠΡήΫ≤ΫβΓΩ
Αα‘ΥΘΚ―ΙΙήΜζ “Υ≤…”Ο≤φ≥ΒΑα‘ΥΘ§≤Δ“‘―ΙΙήΜζΒΉ≤Ω ήΝΠΘ§―ΙΙήΜζ―œΫϊΒΙ÷ΟΓΘ―œΫϊΑαΧß―ΙΙήΜζΆΖΦΑΒγΜζΓΔΒγΤςœδ≤ΩΈΜΓΘ
Α≤ΉΑΘΚ―ΙΙήΜζ–ηΥ°ΤΫΖ≈÷Ο‘ΎΈ»ΙΧΒΡΒΊΜυ…œΘ§≤ΔΉςΫ”ΒΊ¥ΠάμΓΘ
ΉΔ”ΆΘΚ¥ρΩΣ”ΆœδΗ«Θ§”Άœδ÷–Φ”»κ68#ΩΙΡΞ“Κ―Ι”ΆΒΫ”ΆΈΜ±μ2/3ΈΜ÷ΟΓΘ
Ϋ”ΒγΘΚΫΪΒγ‘¥œΏΫ”‘Ύ―ΙΙήΜζΙφΕ®ΒΡΒγ‘¥…œΘ§ΤτΕ·ΒγΜζΙέ≤λΉΣœρΘ§ΒγΜζΉΣœρ”Π”κΒγΜζΥυ±ξΖΫœρ“Μ÷¬ΓΘ»γΙϊΒγΜζΉΣœρΚΆΥυ±ξΖΫœρ≤Μ“Μ÷¬Θ§«κΒςΜΜΤδ÷–ΝΫΗυΒγ‘¥œΏΒΡΈΜ÷ΟΓΘ
«ßΖ÷≥ΏΘΚ”Ο”ΎΒςΫΎΩέ―ΙΫΚΙή ’ΥθΝΩΒΡ¥σ–ΓΘ§Ρφ ±’κΑκ÷ήΕύ―ΙΫχ1mmΘ§Υ≥ ±’κΑκ÷ή…Ό―ΙΫχ1mmΓΘ
―ΙΝΠΒς’ϊΘΚ―ΙΙήΜζœΒΆ≥―ΙΝΠΈΣ31.5MpaΘ§ΩΩ“γΝςΖßΒς’ϊΘ§Υ≥ ±’κΒς’ϊ―ΙΝΠ‘ω¥σΘ§Ρφ ±’κΒς’ϊ―ΙΝΠΦθ–ΓΘ®≥ω≥ß ±“―ΒςΚΟΘ§±Ί“Σ ±Ω…“‘Ή‘––Βς’ϊΘ©ΓΘ
ΡΘΨΏ’≈ΩΣΥΌΕ»Βς’ϊΘΚΡΘΨΏ’≈ΩΣΥΌΕ»ΒΡΩλ¬ΐΘ§”…Ζ÷ΝςΖßΩΊ÷ΤΘ§Υ≥ ±’κΒς’ϊΘ§’≈ΩΣΥΌΕ»Φ”ΩλΘ§Ρφ ±’κΒς’ϊΘ§’≈ΩΣΥΌΕ»Φθ¬ΐΘ§ΒΪ’≈ΩΣΥΌΕ»ΙΐΩλΜα Ι‘κ“τ‘ω¥σΘ§÷Β≤Μ¥σ”Ύ10MpaΘ®≥ω≥ß ±“―ΒςΚΟΘ§±Ί“Σ ±Ω…“‘Ή‘––Βς’ϊΘ©ΓΘ
ΓΨΤχΙή―ΙΙήΜζΈ§ΜΛ±Θ―χΓΩ
1.”ΆœδΒΡ“Κ―Ι”Ά≥§Ιΐ“Κ―Ι”Ά≥ß…ΧΙφΕ® ±–ß ±”ΠΗϋΜΜΘ§Μρ’ΏΡΩ ””ΆΈΜ±μΘ§»γΙϊ“Κ―Ι”Ά“――θΜ·ΤΪΚΎΝΥ“ΜΕ®“ΣΗϋΜΜΓΘ
2.Ψ≠≥ΘΆυΡΘΉυ“ΤΕ·ΟφΉΔ…δΩΙΡΞ»σΜ§”ΆΓΘ
3.Ζ«―ΙΙήΜζΙΛΉς ±ΦδΘ§«κΗ«ΚΟΖά≥Ψ’÷Ζά÷Ι‘”ΈοΫχ»κΡΘΉυΡΎΓΘ
ΓΨΤχΙή―ΙΙήΜζ έΚσ±®ΈώΓΩ
1ΓΔΗΚ‘πΥυΙ©…η±ΗΒΡ÷ΗΒΦΑ≤ΉΑΒς ‘ΓΘ
2ΓΔΧαΙ©–ηΖΫ…η±ΗΈ§ΜΛ»Υ‘±≈ύ―ΒΓΘ
3ΓΔΕ‘Υυ έ…η±ΗΧαΙ©“ΜΡξ±Θ–όΘ®“ΉΥπ“ΉΚΡΦΰ≥ΐΆβΘ©ΓΔ÷’…ζΈ§–όΓΘ
4ΓΔΈΣ”ΟΜßΫ®ΝΔΦΤΥψΜζΙήάμΒΒΑΗΘ§Ε®ΤΎΜΊΖΟΓΘ
5ΓΔ…ηΝΔΙΥΩΆ¬ζ“βΒγΜΑΘ§Υφ ±Ϋ” ή”ΟΜßΉ…―·ΓΘ
6ΓΔΖ÷≤Φ‘ΎΗςΒΊΒΡ έΚσΖΰΈώ»Υ‘±ΫΪΦ¥ ±ΫβΨω”ΟΜß Ι”Ο÷–≤ζ…ζΒΡΈ Χβ
œύΙΊΆΤΦω
ΤδΥϊΙ©”Π
-

ΒΞΦέΘΚ12800 ‘Σ
-

ΒΞΦέΘΚ12800 ‘Σ
-

ΒΞΦέΘΚ12800 ‘Σ
-

ΒΞΦέΘΚ12800 ‘Σ
-
ΒΞΦέΘΚ12800 ‘Σ
-
ΒΞΦέΘΚ12800 ‘Σ
-
ΒΞΦέΘΚ12800 ‘Σ
œύΙΊΆΤΦω
Οβ‘π…ξΟςΘΚ“‘…œΥυ’Ι ΨΒΡ–≈œΔ”…Τσ“ΒΉ‘––ΧαΙ©Θ§ΡΎ»ίΒΡ’φ Β–‘ΓΔΉΦ»Ζ–‘ΚΆΚœΖ®–‘”…ΖΔ≤ΦΤσ“ΒΗΚ‘πΘ§¬ΝΒάΆχΕ‘¥Υ≤Μ≥–ΒΘ»ΈΚΈ±Θ÷Λ‘π»ΈΓΘΈΣ±Θ’œΡζΒΡάϊ“φΘ§Έ“Ο«Ϋ®“ιΡζ―Γ‘ώ¬ΝΒάΆχΒΡ ¬Ν“ΒΆ®Μα‘±ΓΘ”―«ιΧα–―ΘΚ«κ–¬άœ”ΟΜßΦ”«ΩΕ‘–≈œΔ’φ Β–‘ΦΑΤδΖΔ≤Φ’Ώ…μΖί”κΉ ÷ ΒΡ’γ±πΘ§±ήΟβ“ΐΤπ≤Μ±Ί“Σ
Ζγœ’Χα ΨΘΚ¥¥“Β”–Ζγœ’Θ§ΆΕΉ –ηΫς…ςΓΘ¥ρΜς’–…Χ’©Τ≠Θ§¥¥Ϋ®≥œ–≈ΤΫΧ®ΓΘΈ§»®ΨΌ±®ΘΚ0571-89937588ΓΘ
- …νέΎ –Χ®ΚηΜζ–Β…η±Η”–œόΙΪΥΨ
- Ψ≠”ΣΡΘ ΫΘΚ÷Τ‘λ…Χ
- ÷ς”ΣΘΚ”Ά―ΙΜζ,“Κ―ΙΜζ, ΐΩΊ―ΙΉΑΜζ,≥ε±ΏΜζ,»»―ΙΜζ,≤Ο«–Μζ,’ϊ–ΈΜζ,―ΙΝΠΜζ
- ΒΊ«χΘΚΙψΕΪ …νέΎ
Ντ―‘Ή…―·