产品描述
用途说明
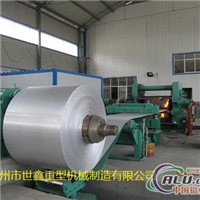
铝带坯连铸连轧工艺是八十年代从国外引进的一种先进的生产工艺,其基本流程为:铝锭—熔炼炉—静置炉—除气—过滤—铸嘴—轧机—中间机组—卷取机。
特点是将熔融的铝液铸轧成6—10mm厚,650—1850mm宽的板坯并收卷,然后直接送冷轧机精轧,这样在铝板带材的生产过程中,不但缩短了铝板带材生产的工艺流程,大大减少了工程建设资金,还减少了生产过程中的金属烧损,节约能源,同时又能方便地实现铝板带材的连续生产。其用于将铝及铝合金的冷轧带卷,通过该机组的开卷切头,切边,接头缝合,表面清洁,烘干,拉伸弯曲矫直,板面检查,卷曲纠编工序,获得平整,干净,色泽均匀,外形整齐的卷状产品,适用于要求板石平整,无油脂,表面积水,涂漆涂层,装饰及复合等高质量高产品的生产。用于将热轧或冷轧后的铝及铝合金带板横向剪切或不同长度要求的板片产品。
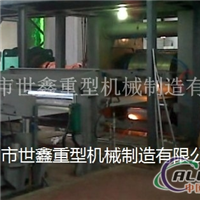
铸轧机和熔炉之间稳定的液面对轧制顺利运行至关重要。液面由高等,口流量控制装置,通过调节出口流量来保持稳定,铸轧的铝合金熔体必须连续供给,并必须保持清洁,且具有一致的化学成分,经除气装置进一步精炼,接着流入过滤装置,经过过滤后的铝液流入铸轧机前箱。在熔炉和铸轧机之间,由钛丝送给器把较多两根铝钛硼丝按预先设定的恒定速度送入流槽系统,从而达到细化晶粒的目的。
铝铸轧工艺流程
铝锭—熔炉—静置炉—除气—过滤—铸嘴—主铸轧机—中间装置—卷取机
铸轧机组
ф600×1000mm
ф680×1450mm
ф720×1750mm
ф850×1600mm
ф920×1900mm
ф960×1900mm
ф1200×2100mm
铸轧优点
1. 不需要铸锭锯切,铣面,加热等工序,缩短了生产工艺流程。
2. 节省能耗(比热轧节能30%-50%)
3. 成品率高。几何损失和工艺废品少。
4. 设备简单,占地面积小,投入资金小。
联系人;范经理;***请点击商铺导航 联系我们***
李经理;***请点击商铺导航 联系我们***
姚经理;***请点击商铺导航 联系我们***
范经理;***请点击商铺导航 联系我们***
相关推荐
其他供应
-

单价:500000 元
-

单价:400000 元
-

单价:500000 元
-
单价:2000000 元
-

单价:800000 元
-

单价:3000000 元
-
单价:600000 元
-

单价:500000 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。