产品描述
产品介绍:
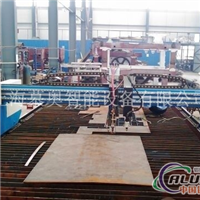
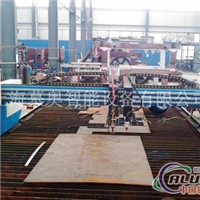
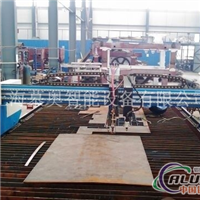
一体式H型钢自动焊接生产线:一体式H型钢生产线也称H型钢短流程全自动焊接生产线,焊接形式是将H型钢按照工字型放置,两侧同时焊接两道角缝,作为H型钢的焊接,此种工艺方法更加先进合理,焊后H型钢的各种残余应力小,同时提高了焊接效率。由于对称焊接,焊接后腹板基本不变形,焊后热态时对H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度和厚度。本生产线一次完成组立、焊接、矫形、托起、出料等全部工序,具有生产工艺合理,流程短,高速快节拍的生产特点,是目前H型钢生产厂家在购买设备时的优选。H型钢自动焊接生产线是用于焊接T型、H型结构钢的专项使用设备。
主要技术特点创新点:1,焊接H型钢的生产方式是将H型钢按照“工”字型放置,两侧同
时焊接两道角缝,大大增加了焊接效率。由于对称焊接,焊接后腹
板基本不变形;
2,矫形机构通过偏心压辊实现对焊后热态H型钢翼板的角变形直接
矫正,减少了矫正力,提高了矫正精度和厚度;
3,采用了组立 - 焊接 - 矫正整体化方式,占地面积小,省去了工
序间流转,提高了生产效率;
4,在腹板、翼缘板对中方式,采用了前后各两组的对中方式,提高
了定位精度;
5,送丝机与焊枪软连接,焊枪焊接角度可以调整;
6,工件行走电机采用变频驱动,速递平稳,焊接质量好;
7,腹板采用液压下压,与升降丝杆配合实现变截面型钢焊接。
主要技术参数:1,H型钢高度:200~2000mm;2,H型钢长度:6000~15000mm;3,腹板
厚度:6~40mm;4,翼板宽度:200~800mm;5,翼板厚度:6~40mm;6,
速递范围:400~1000mm/min;7,有效工作长度:15000mm;8,总功率:
150KW(含两台DC1000焊机);9,焊接位置:横角缝;10,焊接方式:
双面埋弧自动焊;11,焊接电源:单丝埋弧焊、双边1000A;12,调速方式:
交流变频;13,程序控制:PLC;14,焊枪角度:30°- 60°可微调。
生产线配置结构特征:1,组立机构:通过电机、减速器、链条、链轮驱动传动辊,实现焊
接工件的传送,通过液压缸驱动连杆机构实现翼板、腹板的自动
对中定位,从而实现焊接工件的组立;
2,焊接机构:通过电机、减速器、链条、链轮驱动传动辊,实现对
焊接工件的牵引。通过液压杆及丝杆副夹紧工件,保证工件正确
定位位置。焊枪送进机构由油缸带进焊接位置,两台焊机开始焊
接工作;
3,龙门机构:液压缸驱动压辊压紧工件,使翼板与腹板紧密贴合并
为翼板矫形提供足够的送进推力;
4,矫形机构:通过偏心压辊实现对焊接工件翼板变形的矫正;
5,出料机构:把焊接工件送下生产线;
6,液压系统:由泵站向组立、龙门、精定位、送丝等机构油缸提供
相应压力;
7,电气系统:通过PLC对变频器、电磁阀的时序编程控制,实现H
型钢生产过程的自动化。
相关推荐
其他供应
-

单价:1500000 元
-

单价:400000 元
-

单价:1500000 元
-

单价:400000 元
-

单价: 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 上海慕奥智能设备有限公司
- 经营模式:制造商
- 主营:切割机,数控切割机,火焰切割机,等离子切割机,数控火焰等离子切割机,一体式H型钢自动焊接生产线,平面分段流水线
- 地区:上海 上海
留言咨询