�����г������Ļ�е����˾
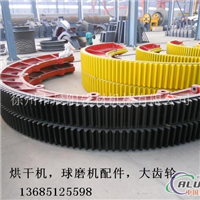
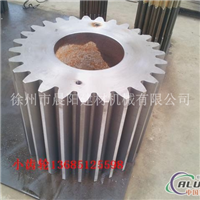
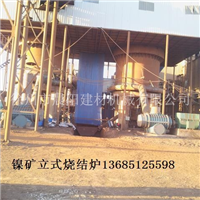
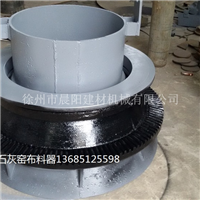
��Ӫ��ʯ��Ҥ������,���������ս�Ҥ,��ĥ�������,��ɻ������,�����,Һѹ�Թ���,����������,ѡ�ۻ�


��Ʒ����
Һѹ������İ�װ������
1��Һѹ��(1�����Һѹվ������ϵ�����Һѹ�����DZ�����ȱ��,���б��뼰ʱ������
(2)������˨���ܽ�ͷ���Ӷ��������ܡ��ɿ��� ��3�����ζ���վ��Һѹϵͳ�ĵ�����á��������������顣 ����ϸ������̼�Һѹϵͳʹ��˵���飩
2�������İ�װ����
(1)���ж����߿������������߾����ܻ�����Ĵӵ��¹����ߡ�(2)���н��߾���ͼֽ���������룬���ӿɿ�����3������������������DZ����з��Ϲ�̵Ľӵء�
��ѹ������ת
������װ�����Ⱥ���п��غʹ������顣
(һ)���Գ���ת
1������ǰ�������Ҫ��λ��˨�����ɶ����������Ƿ���������� �˹�ת�����ٶ˵���������ʹ�����Dת������з������������쳣����ʱ������2�����Գ���ȷ�ϻ���һ�������ſ��Կ���ת���ȵ㶯�����쳣�����ɽ��������Ŀ���ת��
2.1����˳��Ϊ:
����ȷ����ǻ�����Ϻ���������→�����������→�����������→����Һѹ��վ����ʱ���Կ���Һѹ�ú�����ǰ����ͬʱ���е�,����ȫ������ѹ�������ƶ����ӣ�����Һѹ��վ�������DZ�������ѹ����ʾ��ֻ������ǰ���������м�֧�ܺ��ѹ������ѹ��ֵ����������ֱ���ﵽ�趨�Ľϸ�ѹ��ֵ��Һѹ�ü���ǰ���ĵ�ŷ���ͬʱ�Զ��ضϡ������豸���������ı�ѹ����״̬��
����ͻ��ͣ�磬��ɹ�ǻ�Ϸ�����,���ٴο���ʱ�������˸�,����©����ٰ�����˳����
2.2ͣ��˳��Ϊ����ֹͣ�������Ϲ�ѹ���Ľ��ϣ���ȷ�Ϲ�ǻ�������Ϻ�ֹͣҺѹ��վ���→ֹͣ�������→ֹͣ���������
������ת��������1Сʱ��ͬʱ��������תƽ�����������ʱ������ĵ���ƽ��ֵ�ڶ������70%���ڡ���Ӧ�в�����������������������������쳣���죬����λ��������¶Ȳ��ó���70�棬������������� 60�档��תƽ��������ã����ɽ��븺�����С�
(������������ת
����Ƽ�
������Ӧ
-

���ۣ�360000 Ԫ
����Ƽ�
����������������չʾ����Ϣ����ҵ�����ṩ�����ݵ���ʵ�ԡ�ȷ�ԺͺϷ����ɷ�����ҵ�����������Դ˲��е��κα�֤���Ρ�Ϊ�����������棬���ǽ�����ѡ���������� ��ҵͨ��Ա���������ѣ��������û���ǿ����Ϣ��ʵ�Լ��䷢�������������ʵ���𣬱�������Ҫ
������ʾ����ҵ�з��գ�Ͷ����������������թƭ����������ƽ̨��άȨ�ٱ���0571-89937588��
- �����г������Ļ�е����˾
- ��Ӫģʽ��������+ó����
- ��Ӫ��ʯ��Ҥ������,���������ս�Ҥ,��ĥ�������,��ɻ������,�����,Һѹ�Թ���,����������,ѡ�ۻ�
- ���������� ����
������ѯ