产品描述
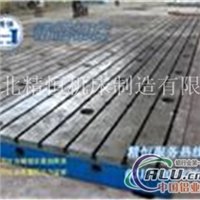
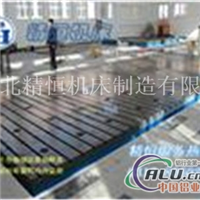
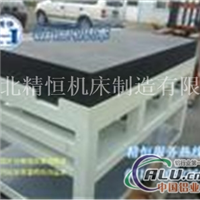
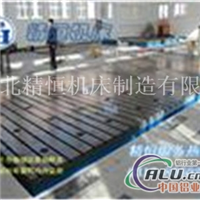
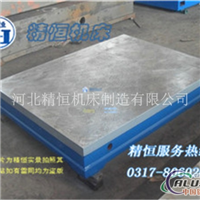
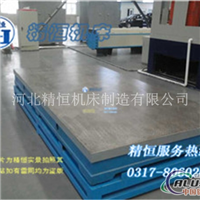
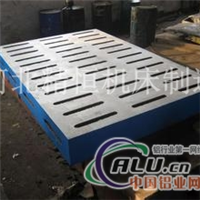
焊接平台用处:用来进行工件的焊接技术,和铆焊平板不一样,上面没有孔,工作面为平面或T型槽。 焊接平台原料:高度度铸铁HT200-300作业面硬度为HB170-240,通过两次人工处理(人工退火600度-700度和天然时效2-3年)使该产品的精度安稳,耐磨性能好。
焊接平台精度:按国家标准计量检定规程履行,分别为1、2、3三个等级。
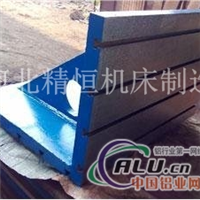
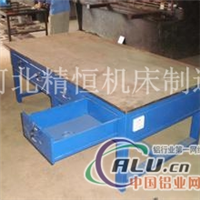
我公司还经营其他量具:铸铁平板、划线平板、铆焊平板、铸铁平板、火工平板、钳工平板、研磨平板、刮痧平板、压沙平板、实验平板、机床作业台等优异平板。焊接平台的检验办法 1、焊接渠道作业面上不该有锈迹、划痕、碰伤及别的影响运用。 2、焊接平台作业面上不该有砂孔、气孔、裂纹、夹渣及缩松等锻造缺点。各锻造外表应完全清除型砂,且外表平坦、涂漆牢固,各税边应修钝。 3、T型槽在平板的相对两边面上,应有装置手柄或吊装方位的设置、螺纹孔或圆柱孔。设置吊装方位时应尽量削减因吊装而导致的变形。 4、焊接平台应经安稳性处理和去磁。 5、焊接平台作业面与旁边面以及相邻两边面的笔直公役为12级(按GB1184—80《形状方位公役》规则)。 6、焊接平台作业面的硬度应为HB170—220或187—255之间。 焊接平台的铸件面板的厚度不易过薄,焊接平台的运用方法,焊接平台望文生义就是在平台的上面进行焊接作业,不可避免的要进行击打,所以不能运用太薄的面板。 焊接平台铸件锻造的方法:焊接平台铸件壁厚过薄,在出产铸件时会呈现铸件浇缺乏和冷隔等缺点。这是由于过薄的壁厚不能确保锻造合金液具有满足的能力充溢铸型。通常在必定锻造条件下,每种锻造合金都存在一个能充溢铸型的较小壁厚,俗称为该锻造合金的较小壁厚。规划铸件时,应使铸件的规划壁厚不小于较小壁厚。这一较小壁厚与锻造合金液的流动性以及铸件的概括尺度有关。
相关推荐
其他供应
-
单价:0 元
-

单价:0 元
-
单价:0 元
-
单价:0 元
-
单价:288 元
-

单价: 元
-
单价: 元
-
单价: 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。