
产品描述
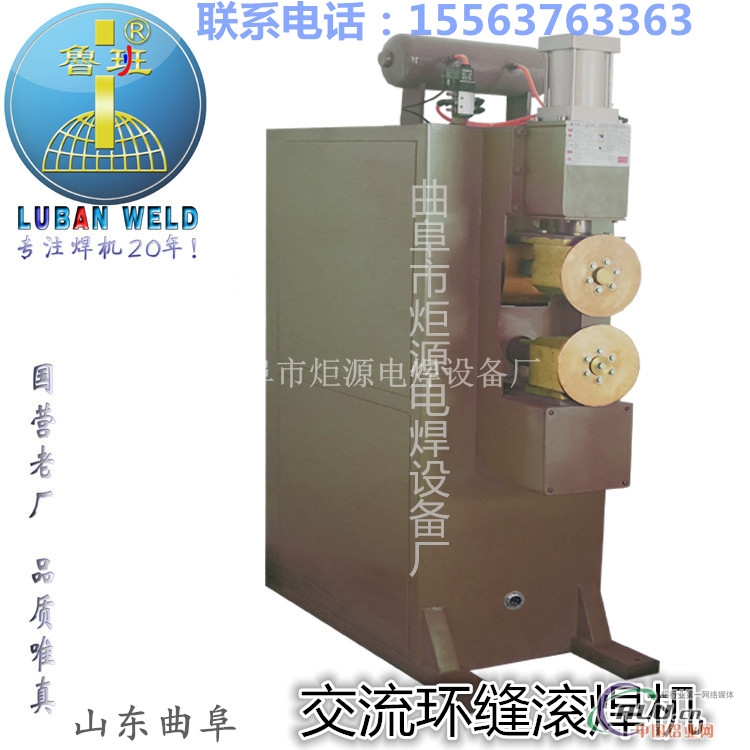
山东焊接设备生产厂家直销鲁班牌不锈钢板滚轮式缝焊机。
鲁班牌不锈钢板滚焊机工作原理
缝焊接头形成过程(断续)缝焊时,每一焊点同样要经过预压、通电加热和冷却结晶三个阶段。但由于缝焊时滚轮电较与焊件间相对位置的迅速变化,使此三阶段不像点焊时区分的那样明显。可以认为: 1) 在滚轮电较直接压紧下,正被通电加热的金属,系处于“通电加热阶段”。 2) 即将进入滚轮电较下面的邻近金属,受到一定的预热和滚轮电较部分压力作用,系处在“预压阶段”。 3) 刚从滚轮电较下面出来的邻近金属,一方面开始冷却,同时尚受到滚轮电较部分压力作用,系处在“冷却结晶阶段”。因此,正处于滚轮电较下的焊接区和邻近它的两边金属材料,在同一时刻将分别处于不同阶段。而对于焊缝上的任一焊点来说,从滚轮下通过的过程也就是经历“预压—通电加热—冷却结晶”三阶段的过程。由于该过程是在动态下进行的,预压和冷却结晶阶段时的压力作用不够充分,应使缝焊接头质量一般比点焊时差,易出现裂纹、缩孔等缺点。
工作方法
根据滚轮电较旋转(焊件移动)与焊接电流通过(通电)的机—电配合方式,可分为以下三种。
连续缝焊
断续缝焊
步进缝焊
3缝焊特点
1) 缝焊与点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用在焊接过程中是不充分的(步进缝焊除外),焊接速度越快表现越明显。
2) 缝焊焊缝是由相互搭接一部分的焊点所组成,因此焊接时的分流要比点焊严重的多,这给高电导率铝合金及镁合金的厚板焊接带来困难。
3) 滚轮电较表面易发生粘损而使焊缝表面质量变坏,因此对电较的修整是一个特别值得注意的问题。
4) 由于缝焊焊缝的截面积通常是母材纵载面积的2倍以上(板越薄这个比率越大),破坏必然发生在母材热影响区。因此,对缝焊结构很少强调接头强度,主要要求其具有良好的密封性和耐蚀性。
4产品应用
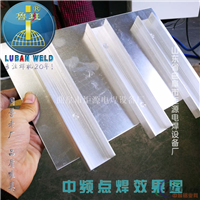
缝焊机广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱,以及喷气发动机、火箭、导弹中密封容器的薄板焊接
鲁班焊机焊达天下!
山东省曲阜市炬源电焊设备厂,国营企业专注焊机制造20年
如有需要您可以直接到我们工厂试焊,或者工件寄给我们试焊(过程拍好视频),并寄回工件。给您一个满意的焊接效果,提高您的焊接效率,全程提供安装使用维护的指导培训工作,整机质保一年,终身维修..



相关推荐
其他供应
-

单价:8800 元
-
单价:9800 元
-

单价:12000 元
-
单价:7300 元
-

单价:3900 元
-

单价:4200 元
-
单价:16000 元
-

单价:9800 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。