��Ʒ����
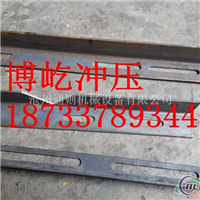
�������ģ���ж�ģ�߳���
��ѹģ�߳�ü�϶�Գ�ѹ��������Ӱ��
һ����ü�϶�ĸ���
��ü�϶ָģ�п��밼ģ�п�֮��ļ�϶�����������������غϡ��е���϶��˫��϶֮�֡�
����������ü�϶�Գ�ѹ��Ӱ��
������1����϶�Զ���������Ӱ��
�����������������������غϣ������������ǡ�ë�̡���С������ƽ����
�������������������Ʋ��غϣ�˺�����ϣ�����֡�������С�����ǡ����ȴ�
����������С���������Ʋ��غϣ��������μ��У��γɵڶ���������ë�̴�
����������������϶С��һ�߳���С����������������϶���һ�߳��ִ��϶����������������ѹģ��϶�Գߴ羫�ȵ�Ӱ��
�����������ڵ��Ա��εĴ��ڣ���ý�������ֵ��Իָ���ʹ�ߴ�����ģ�пڳߴ�����ߴ�ƫ������Ա��δ�С���ü�϶��ֱ�ӵĹ�ϵ��
����������϶�仯 �������
����������϶�Ӵ� �������������̶ȼӴ��Իظ�ʹ�����ߴ�Ӵ׳ߴ磩 ����������ȼӴ��Իظ������ߴ��С���¹����ߴ磩��
����������϶��С ������ѹ�̶ȼӴ׳ߴ��С ��������ѹ�̶ȼӴ����ߴ�Ӵ�
������3����ѹģ��϶�Գ������Ӱ��
����������ü�϶�Գ������Ӱ�ι����Ǽ�϶ԽС,��������ѹӦ���ɷ��˴�,��Ӧ���ɷ�ԽС,���ϱ��ο�������,�������Խ��֮,��϶Խ��,����������Ӧ���ɷ־�Խ��,���ο�������,�������С����϶����Ϻ��5%-20%ʱ��������½������ԡ�������϶z�Ӵ��Ϻ�ȵ�15%-20%ʱ��ж����Ϊ0��
������4����϶��ģ��������Ӱ��
�����������ڹ���������ģ���֮����ĥ���Ĵ��ڣ���϶С��ĥ����ģ�������̡���ù�����,ģ�뱻���֮��,��ģ�����ϼ�֮������Ħ��,������϶ԽС,Ħ��Խ���ء����Թ�С�ļ�϶��ģ��������Ϊ����,���dz���ļ�϶��ʹģ�밼ģ�IJ�������ϼ��Ħ����С,���ܼ�����϶�����ȵ�Ӱ��,�Ӷ����ģ�ߵ�������
������5��������϶ֵ��ȷ��
����������϶��ѡȡҪʹ��ôﵽ�ϺõĶ����������ϸߵijߴ羫�ȣ���С�ij�������ϸߵ�ģ��������
��������������϶ָһ����Χֵ���dz��������϶����С������϶����϶��ȷ�����ۺϿ��������������ص�Ӱ��,ѡ��һ���ʵ�����϶��Χ��Ϊ������϶��������Ϊ�dz��������϶,����Ϊ��С������϶�A��������϶ָ����һ����Χֵ�����������ģ��ʱ,���ݹ����������ϵľ���Ҫ��ɰ�����ԭ�����ѡȡ��
��������(l)�������Ķ�������û���ϸ�Ҫ��ʱ,Ϊ�����ģ�������ͼ�С�����,����ѡ��dz����϶ֵ��
��������(2)�������������������칫��Ҫ��ϸ�ʱӦѡ���С��϶ֵ��
��������(3)������ģ���ճߴ�ʱ,���ǵ�ģ����ʹ�ù����е�ĥ���ʹ���ռ�϶�Ӵ�,Ӧ����zminֵ�����㡣
�ӱ�ʡ��ͷ�п�����
�崲ģ�ߡ����ģ�ߡ���ѹģ�ߡ��������ģ�ߡ������ж�ģ�ߡ��Ǹֳ��ģ�ߡ��Ǹ��ж�ģ�ߡ���ֽ���ģ�ߡ�ֽǮ���ģ�ߡ�������ģ�ߺӱ�ʡ��ͷ�в��ٳ�ѹģ�߳��н���帴����ģ������ģ������ģ�ȳ�ѹģ�ߣ��������Զ��豸���ҳ����нӸ�����Ħ��������Ӽ����Ӳ������������Ҿ�����ȳ�ѹ��,�����豸����,ռ�����2000��ƽ��,����20�����������ѹģ�ߵ���ʷ���顣���ٻ�ʡ��“�غ�ͬ�����õ�λ”“�������ŵù���λ”“ȫ�������ȶ��ϸ��Ʒ”�����������������ŵĹ���ҵ���ҳ�������Ա��־���ҵҵ��һ˿�����ľ���������ϸ����Ϊ�ͻ����ϽϺ����IJ�Ʒ��ͨ�����ϵ�ѧϰ�����չ�������ļ��������飬��֤�ҳ��IJ�Ʒ���ڲ���֮�ء�
��ѹģ��-�ڳ�ѹģ���У�ʹ���˸��ֽ������Ϻͷǽ������ϣ���Ҫ��̼�֡��Ͻ�֡����������֡�Ӳ�ʺϽ𡢵��۵�Ͻ�п���Ͻ�����ͭ���ϳ���֬���۰�֬�����ϡ���ѹ��ľ��ȡ�����ģ�ߵIJ��ϣ�Ҫ����и�Ӳ�ȡ��߶ȶȡ�����ĥ�ԡ��ʵ������ԡ��ߴ��Ժ��ȴ���������(���ٱ���)�����ʱ�����ѵ����ܡ�
��ѹģ�ߣ��������ѹ�ӹ��У������ϣ�������ǽ������ӹ������������Ʒ����һ�������װ������Ϊ���ѹģ�ߣ��׳����ģ������ѹ�����������£����ð�װ��ѹ�����ϵ�ģ�߶Բ���ʩ��ѹ����ʹ�������������Ա��Σ��Ӷ�������������һ��ѹ���ӹ�������
��ѹģ�ߵ��о�������
��ģ����ģ��������ģ���ϰ벿������װ�ڳ崲�����ϵij�ģ���֡�
���� ��ģ������ģ������ģ�����ϰ�״�������Ƽ�ʱ�����崲���飬������ģ������ֱ����崲����̶���
���� ��ģ����ģ��������ģ���°벿������װ�ڳ崲����̨����ģ����������
���� ��ģ����ģ��������ģ���ϰ벿������װ�ڳ崲�����ϵij�ģ���֡�
���� ��ģ������ģ������ģ�����ϰ�״�������Ƽ�ʱ�����崲���飬������ģ������ֱ����崲����̶���
����Ƽ�
������Ӧ
-

���ۣ�1000 Ԫ
-

���ۣ�1300 Ԫ
-

���ۣ�1200 Ԫ
-

���ۣ�1300 Ԫ
-

���ۣ�1300 Ԫ
-
���ۣ�1200 Ԫ
-
���ۣ�1200 Ԫ
-

���ۣ�1300 Ԫ
����Ƽ�
����������������չʾ����Ϣ����ҵ�����ṩ�����ݵ���ʵ�ԡ�ȷ�ԺͺϷ����ɷ�����ҵ�����������Դ˲��е��κα�֤���Ρ�Ϊ�����������棬���ǽ�����ѡ���������� ��ҵͨ��Ա���������ѣ��������û���ǿ����Ϣ��ʵ�Լ��䷢�������������ʵ���𣬱�������Ҫ
������ʾ����ҵ�з��գ�Ͷ����������������թƭ����������ƽ̨��άȨ�ٱ���0571-89937588��
- ����ͨ���е�豸����˾
- ��Ӫģʽ��������+ó����
- ��Ӫ���崲ģ��,���ģ��,�����ģ��,���崲ģ��,�崲,���ų崲,���ų崲ģ��,�������ģ��
- �������ӱ� ����
������ѯ