沈阳多木焊业有限公司



产品描述
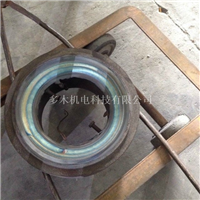
在阀门密封面制造上应用的优越性
在阀门密封面制造上采用PTA工艺代替手工电弧堆焊(或手工火焰堆焊),较能充分发挥PTA工艺的特点,而显现出独特的优越性。这是因为阀门密封面是阀门的“心脏”,阀门密封面的制造工艺和材料直接关系到阀门的质量和使用寿命,也关系到阀门的制造成本。对于阀门密封面要求有一定的硬度范围和硬度的均匀性,要求有良好的耐擦伤性能和一定的耐腐蚀性,对合金的成分也有相应的要求。
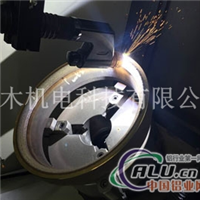
对于量大面广的中温中压阀门和高压阀门,耐腐蚀阀门,其密封面制造基本上是采用合金堆焊。普遍采用的手工电弧堆焊,由于母材冲淡率高,单层堆焊达不到硬度和合金成分的要求,一般要堆焊2-3层。对高温高压阀和耐腐蚀阀门的密封面要求堆焊昂贵的钴基或镍基合金,采用手工堆焊,不仅材料利用率低,而且质量难以保证。手工堆焊成形很差,机械切削量大,这也是影响制造成本的因素之一。采用PTA工艺,其工艺特点正好是解决阀门密封面手工堆焊诸多问题的较佳方案,其突出优越性有:
1、 由于可控制母材冲淡率,单层堆焊就能达到硬度均匀性和合金成分的要求,节省合金用量。
2、 尤其适合堆焊昂贵的钴基和镍基合金,喷焊层质量好,合金利用率高,不仅保证了质量而且降低了密封面制造成本。
3、 由于堆焊层成形好,表面平整光滑,可以较准确地控制成形尺寸,因而容易切削,减少机械加工工时。
4、 用铁基合金喷焊代替手工堆焊2Cr13不需要进行退火处理,省掉了退火—淬火的处理程序。
5、 生产效率高,是手工堆焊的3倍以上。
由于有上述的优越性,因而在阀门密封面的制造上采用PTA工艺,是优异、效率高、低耗的制造方法,有显著的社会效益和直接的经济效益。
四、经济性分析
对于量大面广的中温中压阀(全国每年产量是数十万吨),目前制造厂大都采用简单易行的手工堆焊2Cr13。用PTA工艺能否代替手工堆焊2Cr13,关键在于能否降低密封制造成本。密封面制造成本主要由:(1)堆焊材料成本;(2)堆焊工时成本;(3)堆焊层机加工成本;(4)热处理成本等构成。现就这四方面分析经济性。
相关推荐
其他供应
-

单价:1111 元
-

单价:19999 元
-

单价:1111 元
-

单价:11111 元
-
单价:1111 元
-

单价:11111 元
-

单价:1111 元
-

单价:1111 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。