佛山市赛宾格铸造技术有限公司
Foshan city Saibinge Casting technology Co., LTD.
主营:精炼喷粉罐,脱模涂料,重力铸造涂料,耐火纤维糊,铝铸造脱模涂料,被覆剂,低压铸造涂料,铝浇铸涂料


产品描述
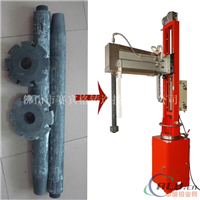
铝精炼喷粉机
精炼喷粉罐
一、特点:
1、精炼剂流量稳定、用量可根据用户需要 0-5Kg/min可调,兼容 2-500PPI精炼剂,打渣剂,除镁剂等炉内除气除渣熔剂;
2、结构简单、维护保养维修容易,精炼剂等载体具有一定的腐蚀性,为保障设备长期稳定运行,旋转中心轴采用 304不锈钢制作,有良好的抗磨性耐蚀性; 3、采用箱式结构,外观简约美观大方,前轮使用移动万向轮,后轮使用带刹车直脚轮保障在任何场所使该设备都能稳固,在多台炉共用一台精炼机时方便用户移动操作;
4、操作简单、方便,可人工控制设备运行时间,在除气精炼工艺要求较高的用户也可设定自动运行时间,运行完毕自动停止;为防止用户在使用完毕后忘记关电源导致电机空转引起的机器的空载磨损及电力能源消耗;在设定时间运行完毕后系统会自动切断系统电源;达到安全,节能的效果。
5、根据流体力学设计喷粉管道保障无卡粉无堵塞现象,气路采用快速插拔接头,方便用户保养维护。
6、保障喷粉量与喷粉速度,气路装置上安装有调压稳压阀,在用户气源压力波动非常大的情况下保障该设备运行气压。
二、操作说明:
1、装入精炼剂:打开贮存罐上盖,投入定量的精炼剂,锁紧上盖;
2、连接输送透明软管:一端接设备出粉管出口,一端接精炼管入口(精炼管建议采用大于或等于 25x3mm的无缝钢管或不锈钢管);
3、接上气源,打开电源开关,按工艺要求,在显示频上设定本次精炼的精炼剂的出粉总量和精炼的时间,(例如:精炼剂15kg精炼时间设定15分钟);变频电机根据设定的出粉总量和时间进行均匀出粉。
4、将精炼管在炉口或炉内预热约 2分钟,防止冷的管遇到高温铝液发生事件;
5、设定或压力:进口压力要求(0.4Mpa),设定减压阀压力(右旋升压、左旋降压)。在精炼处理过程中正常压力为 0.2Mpa左右;
6、打开运行开关,运行指示灯亮(变频电机开始运转并喷出精炼粉剂);
7、精炼剂喷出后,会与铝液发生反应会有火苗在液面上这是正常现象;
8、观察精炼管前端在铝液中的起泡扬程高度而调整气体压力;
9、精炼完毕后按下停止按钮,取出喷粉管,然后关闭气源,停止供气;如忘记停止或者关闭电源系统会计时完成后自动关闭电源。
三、【注意】
①贮存罐在工作是有微小的气体补充,一旦停止工作时补充的气体会自动泄压,听到泄压声音不要惊慌。
②停机时间计时器的设定,由客户按装粉量多少自由控制。
四、使用时注意事项:
1、本装置应放置于不受高温热气直接影响的场所(请勿靠近炉口)。
2、每次使用后请先清除机身残留精炼剂,否则会对机体产生一定腐蚀性。
3、特别注意气源(N2或 Ar)安全使用。使用高压气瓶时应特别注意,气瓶不宜靠近炉子热源,并设定出口压力为 2-5kg /cm2;维护保养时请先关闭气源,且不可在运行时直接打开端盖,可能会造成粉剂喷到人身或者导致眼睛受到伤害。
4、精炼剂必须保持干燥,必要时须经过筛网过滤或者预热后使用。
5、在使用过程中,精炼管头不宜与炉底或炉壁碰擦,这样容易堵塞管道,喷粉管头部堵塞时要及时关闭气源和喷粉电源,更换喷粉管后再开始精炼工作。 6、精炼剂装入后,不要轻易打开精炼装置,注意出粉管的位置及周围人员与设备,否则,喷粉会导致您身边的同事受到伤害。
7、每次使用前后检查精炼管:在精炼管前端附着金属或氧化物堵死孔道时,应小心去除堵塞部分管道,保障管道畅通。
8、若有精炼剂附着在设备外壳机械表面上,应及时清除,以免锈蚀设备外壳。 9、喷粉罐箱体要每次清洁维护,溢出的精炼剂请使用压缩空气或者毛刷清理干净。
10、每次加入贮罐的精炼剂用量,以当次精炼处理用完较合适。故每次加入精炼剂的重量需按要求计算后确定添加量。尽可能将罐内的精炼剂完全使用完毕,不宜将未用完的精炼剂存留在箱体或罐体内。
11、休假或者长时间不使用时请将罐体内的精炼剂全部清理干净,清理时注意气管吹扫时人不要往罐体内边看边吹扫,残留粉末有可能会进入人的眼睛。
相关推荐
其他供应
-

单价:25800 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 佛山市赛宾格铸造技术有限公司
- 经营模式:制造商+贸易商
- 主营:精炼喷粉罐,脱模涂料,重力铸造涂料,耐火纤维糊,铝铸造脱模涂料,被覆剂,低压铸造涂料,铝浇铸涂料
- 地区:广东 佛山
留言咨询