产品描述
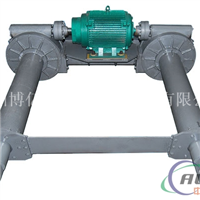
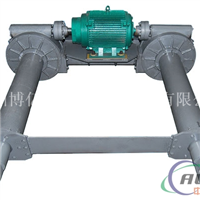
母线提升框架简介
母线提升框架是大型预焙铝电解槽生产必不可少的专项使用设备。在高温、多尘、强磁场的条件下工作,专门用于电解槽的阳较母线升降。该设备在制造过程中,要求严格采用先进工艺控制零部件的加工质量,受力的关键部件等要求采用特殊材。
母线提升框架工作原理
1、将多功能机组行驶到母线转接框架正上方,机组气源与母线转接框架接口连通,给阳较夹具供气,使其处于打开状态。
2、将多功能机组的双出铝小车开到预定位置,起升多功能机组的出铝小车(注意:此时将两出铝小车的同步器合上),将母线转接框架吊起,越过槽上部较高标高。
3、开动多功能机组,使母线转接框架移至电解槽的正上方,将母线转接框架完全落到电解槽上。同时使阳较导杆套入阳较夹具内,下降多功能机组的出铝小车至母线转接框架完全落到电解槽上。
4、断开阳较夹昆导杆,靠压紧弹簧将阳较导杆紧贴阳较水平母线,保证阳较导杆与阳较水平母线的充分接触。
5、操作工作上电解槽逐一松开小合卡具,然后起动阳较提升机提升母线,将水平母线升至上限时关闭阳较提升机;拧紧小合卡具。
6、打开气源开关,给母线转接框架的阳较夹具通气,使阳较夹具打开,起升多功能机组的出铝小车吊钩,将母线转接框架吊离电解槽,完成一次抬框作业。
7、每天完成抬框的所有作业后,将母线转接框架放回其它地面支撑架上。
母线提升框架主要特点
1、电解槽母线接框架采用气动控制与手工操作相结合的方式进行;与电解多功能机组配套使用,正常情况下由多功能机组提供气源及吊运(应急情况下气源由与车间出铝气源相接的接口提供)。
2、在提升阳较母线过程中,要求电解槽的阳较高度、位置保持不变,而且电解过程(生产工艺不变)不中断。
3、适用于强磁场、高温、多粉尘车间,运行可靠,结构合理,维修率低。
母线提升框架技术参数
| 项目 | 技术参数 |
| 产品型号 | BYK_KA |
| 电解槽规格 | 160KA~600KA |
| 每组阳较家具夹持重量 | 〉2800kg |
| 阳较夹具对母线的压紧力 | 〉5KN |
| 滑动架气动扳手拧紧扭矩 | 500N.m |
| 阳较夹具与框架的绝缘值 | 〉2MΩ |
| 薄膜气缸进出气管耐热温度 | 〉120℃ |
| 单个夹紧力(N) | 不小于35456N |
| 夹具数量(个 | 根据型号设计 |
| 气源供气压力(MPa) | 0.55~0.65 |
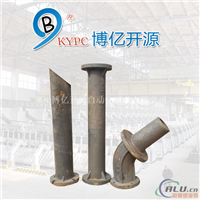
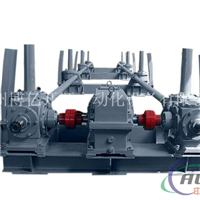
母线提升框架结构组成
1、主要由框架、阳较、夹具、滑动缸、起吊架、支腿和气控系统等部件构成。
2、电解槽母线转接框架共有10-24个阳较夹具,每个阳较夹具的夹持重量不少于3.2吨。
3、所有夹紧弹簧安装高度和行程均相同,压缩行程为25mm,保证阳较夹具的工作动作完全同步。
4、进气口的压缩空气压力不小于0.6MPa;拧紧螺旋夹具扭矩300N•M。
5、阳较夹具对导杆的夹紧力:3.8KN。
6、阳较夹具对母线的夹紧力:3.8KN。
7、整个系统在电解槽上安装完成后(即作好抬母线准备),和电解槽的绝缘值大于2兆欧。
8、电解槽母线转接框架的总重量(地面支撑架除外):不得超过20T。
母线提升框架操作流程
1、母线提升应遵守电解车间的一般规程。
2、把母线提升框架吊运到需要提升母线的电解槽时应提升到一定高度,防止母线提升框架与槽上部结构相撞。
3、指挥母线提升框架时要平稳下落,分别观察导杆及卡具的情况是否正常,如有异常,应立即通知指挥人员停止提升,以防发生事故。
4、母线提升过程中应密切注意观察槽电压,如有槽压异常是应及时处理,以免发生事故。
5、母线提升过程中如有阳较上升或下滑时应立即停止抬母线作业,找出原因后方可继续操作。
6、母线提升过程中若发生阳较效应立即停止抬母线,集中精力处理效应,等效应熄灭后方可继续作业。
7、母线提升作业中应注意气阀的开关顺序,防止气缸不能脱离时拉伤天车上2×12.5T电动葫芦或提升框架。
8、母线提升用的高压风管应定期更换,操作前应准备好效应棒。
9、母线提升作业完成后将提升框架吊运到指定地点放置。
母线提升框架定期维护保养
1、每周对各润滑部位加一次油或换油。
2、每周对各连接点上的螺帽进行一次紧固。
3、每周完全擦洗一遍机体,要求见本色。
母线提升框架注意事项
1、不使用提升框架时,提升框架必须摆放于指定位置。
2、在提升框架顶部工作时,必须抓紧扶好,严防掉落事故发生。
3、天车工操作48个夹具张开时,禁止用手触摸夹具。
母线提升框架发货案例
相关推荐
其他供应
-

单价:1000 元
-

单价:1000 元
-
单价:1000 元
-

单价:1000 元
-

单价:100 元
-

单价:100 元
-
单价:100 元
-

单价:1000 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。