



产品描述
机床转速越来越高,加工精度也越来越准确。
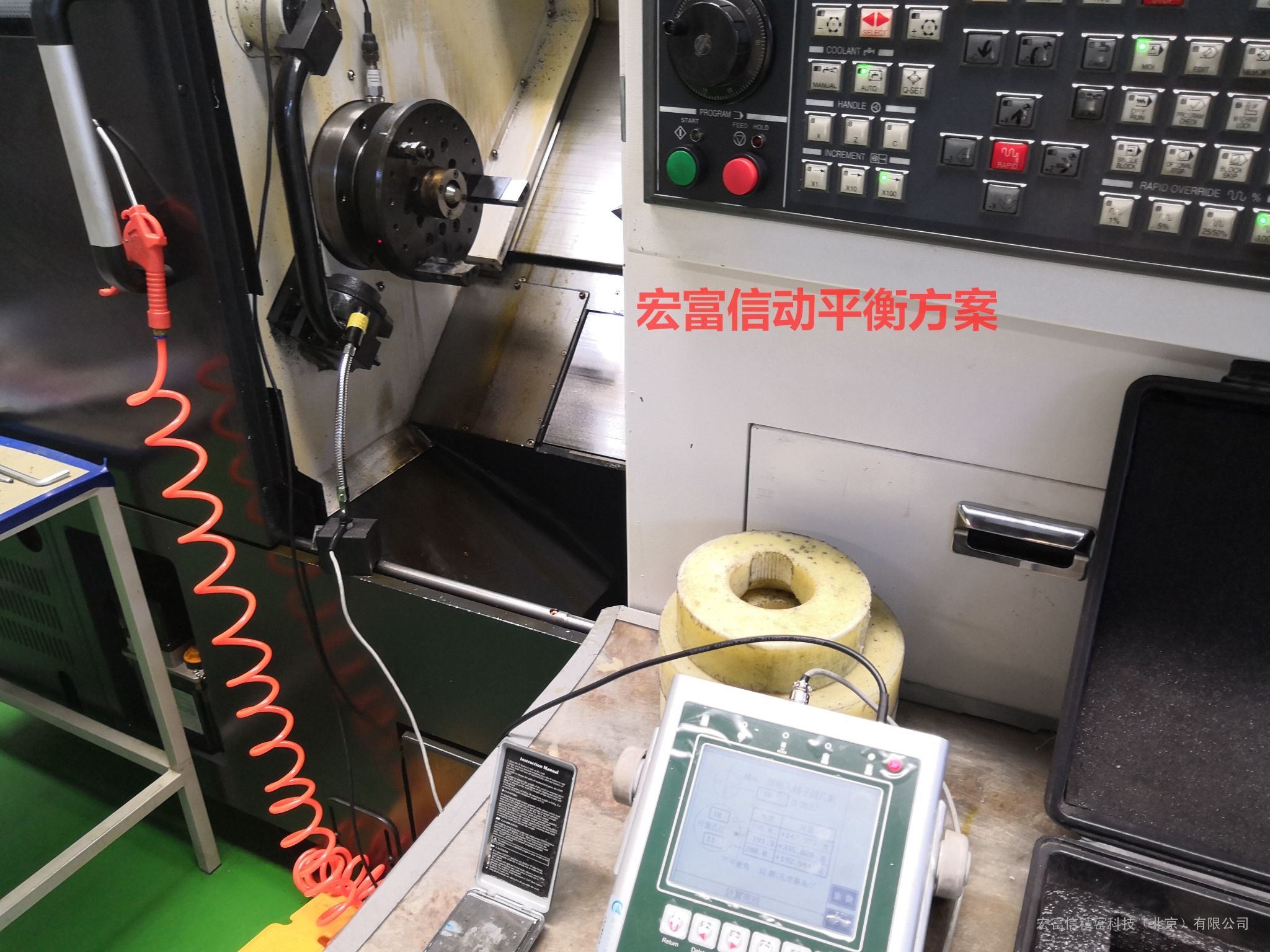
机床工装在高速旋转速会产生很大的振动,到时加工工件精度降低。
我们机床工装使用的是宝岛宏富信HS-2700H线上动平衡仪。通过振动分析,转速测量,找出工装不平衡量位置。
调试工装的方法
1、加减配重方法:
HS2700仪器准确告知在多少度的地方,增加配重或是减少配重,可以在上面焊接配重块,或用电钻钻头去重的方式减重。
2、动平衡孔位分配方法:
准确主轴、CNC机床等高精度转子,不适合加重或是减重(焊配重块或是打孔去重,容易把主轴精度损伤)。
动平衡孔位分配是非常重要的功能,预留在3-36个任意孔位。
工装中预留几个均匀孔位,把孔位输入到仪器,仪器会准确的告知在第几个孔位增加多重的配重螺丝,
把相关重量螺丝锁到动平衡孔中,振动明显降低,达到振动等级要求。

相关推荐
其他供应
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价:1000 元
-

单价: 元
-

单价: 元
-

单价: 元
-

单价: 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 宏富信精密科技(北京)有限公司
- 经营模式:制造商+贸易商+服务商
- 主营:窑炉测温环,陶瓷测温环,CBN砂轮修整器,砂轮动平衡仪,测温锥,磨床动平衡仪,动平衡仪,铝设备检验仪
- 地区:北京 北京
留言咨询








