



-
基材牌号:
3003
-
基材状态:
H12
-
正面膜厚:
40
-
正面涂料种类:
氟碳
-
正面涂料光泽:
25°

基材牌号:
3003
基材状态:
H12
正面膜厚:
40
正面涂料种类:
氟碳
正面涂料光泽:
25°
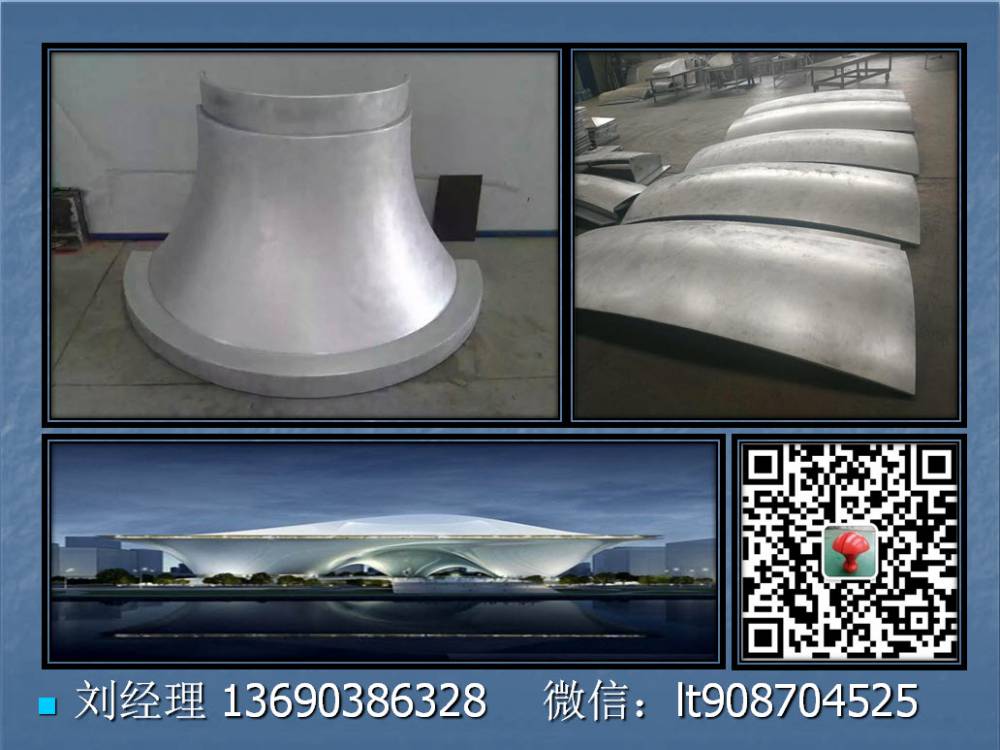
双曲铝单板之铝合金抛物线形帽罩板件,材料2A16,属于强化铝合金,拉伸性能差,用常规钢模拉伸,需要进行五次成形,一次校正。由于上述原因,开展四柱液压成形技术研究,充液成形可以大幅度提高零件的成形精度和成形质量,使整个工艺过程简单,提高板件合格率达,同时提高零件表面质量。异形铝单板厂家运用了FormingSuite软件的快速成形高等模块、快速展开模块制作模具。对于成形分析,需要预先建立零件的三维模型,成形分析完成计算出展开图后还需要二维绘图软件进行处理,常用CATIA V5及CAXA电子图板。异形铝板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把特异型铝单板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。








铝合金抛物线形帽罩板件,材料2A16,属于强化铝合金,室温下延伸率仅为10%左右,拉伸性能差,而且零件形状为抛物线曲面旋转体钣金件,在成形过程中较易产生裂纹、皱褶等缺陷,废品率高。用四柱液压成形代替传统的模具多次拉伸成形,利用液压成形工艺特点,降低零件材料的拉伸系数,即提高零件的变形量,从而减少拉伸次数,同时液压成形的模具特殊性,使其在成形过程中能够保证很好的润滑效果,可以得到很高质量的零件表面。















双曲铝单板的钣金液压落模成形制造技术对工艺参数要求非常严谨,主要有初始反胀高度与初始反胀压力对液压成形的影响,压边间隙对液压成形的影响,拉伸速度对液压成形的影响,液池压力对液压成形的影响等等。这些工艺参数需要大量试验数据去验证,需要我们在今后的工作中继续开展基础数值研究和积累,建立液压成形工艺参数数据库,提升研制能力,扩大加工范围。异形铝单板厂家运用了FormingSuite软件的快速成形高等模块、快速展开模块。对于成形分析,需要预先建立零件的三维模型,成形分析完成计算出展开图后还需要二维绘图软件进行处理,常用CATIA V5及CAXA电子图板。异形铝板厂家的操作工熟练掌握钣金工艺技术是非常必要的,有利于钣金件生产管理,是提高产品质量和降低成本的重要保证,是把双曲铝单板价格从1500元/平方定格到450-800元/平方的可接受区间范围的坚实基础。

单价:175 元

单价:175 元

单价:175 元

单价:185 元

单价:170 元

单价:550 元

单价:170 元

单价:550 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。








