-
合金牌号:
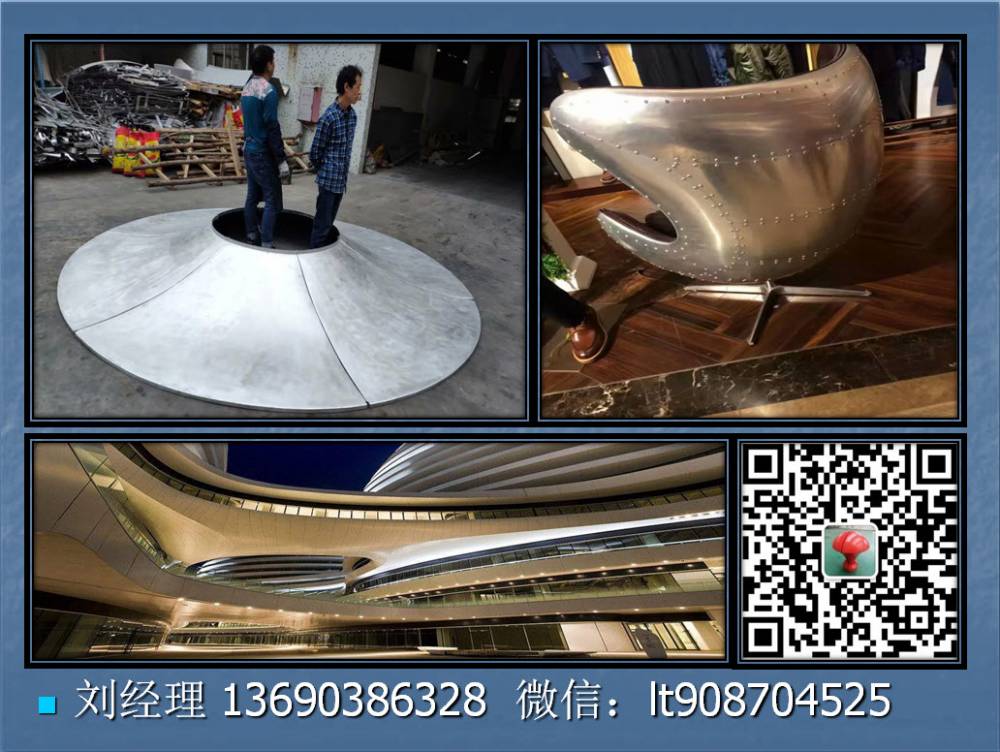
3003
-
生产工艺:
皮拉
-
状态:
O
-
长度:
6000mm
-
宽度:
2000mm
-
厚度:
3.0mm
-
加纸:
是
-
覆膜:
单面
-
包装:
国内箱式包装
-
生成区域:
国产
-
原料类型:
铸轧
-
合金元素:
3系
-
表面光泽:
亮面
-
用途:
建筑装饰