


-
合金牌号:
Q235
-
生产工艺:
模压
-
长度:
6000mm
-
宽度:
2000mm
-
厚度:
1.5-3.0mm
-
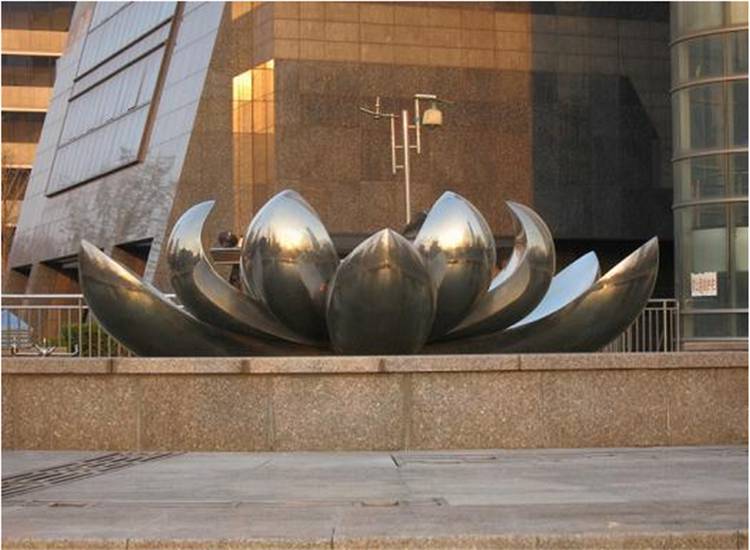
用途:
建筑装饰


合金牌号:
Q235
生产工艺:
模压
长度:
6000mm
宽度:
2000mm
厚度:
1.5-3.0mm
用途:
建筑装饰
双曲钢板变形过程中,物体各质点将向着阻力小的方向移动。即做少的功,走短的路。由于模具由于摩擦力的作用,在一定程度上改变了金属的流动特性并使应力分布受到影响。 变形区的几何因子是影响变形和应力分布很重要的因素。工具(或坯料)形状是影响金属塑性流动方向的重要因素。工具与金属形状的差异,是造成金属沿各个方向流动的阻力有差异,因而金属向各个方向的流动(即变形量)也有相应差别。 外端(未变形的金属)对变形区金属的影响主要是阻碍变形区金属流动,进而产生或加剧附加的应力和应变。




钢板双曲热变形的温度不均匀,会造成金属各部分变形和流动的差异。变形首先发生在那些变形抗力小的部分。一般,在同一变形物体中高温部分的变形抗力低,低温部分的变形抗力高。变形金属中的化学成分、晶体结构、夹杂物、相的形态等分布不均会造成金属各部分的变形和流动的差异。钢板变形时体内变形分布不均匀,不但使物体外形歪扭和内部质地不均匀,而且还使变形体内应力分布不均匀。此时,除基本应力外还产生附加应力。























钢板变形加工若变形区内金属各质点的应变状态相同,即它们相应的各个轴向上变形的发生情况,发展方向及应变量的大小都相同,这个体积的变形可视为均匀的。不均匀变形实质上是由金属质点的不均匀流动引起的。因此,凡是影响金属塑性流动的因素,都会对不均匀变形产生影响。双曲钢板塑性加工中,研究变形物体内变形分布(即金属流动)的方法很多。常用的方法有:网格法;硬度法 ;比较晶粒法。
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。













