产品描述
电厂乙烯基树脂胶泥高温乙烯基胶泥厂家
砂(丸)采用的压缩空气应干燥洁净,不得含有油污、杂物和水分,压力为0.5-0.6Mpa。使用前应将压缩空气喷在洁净的白布上,停留1min后,用肉眼检查白布,若没有发现油污、黑点和水分方能使用。
6砂粒采用河砂和石英砂,应干燥洁净,无油污、杂物;含水量应小于1%,必要时应进行烘烤干燥,待凉后才能使用。砂粒是粒径为1-3.2mm,其中1-1.5mm的粒径不少于40%。钢丸的粒径为0.63-1.60mm,其中0.63-0.8mm的粒径应不少于40%。
7推荐的喷砂(丸)施工工艺指标如下:
喷嘴直径:6-10mm 喷射角:30~75度
喷距:80-200mm
8采用喷砂和抛光处理表面,表面质量达到GB/8923规定的Sa2.5级,锚纹40~ 80μm,表面颜色近白级。
9对于不能喷砂处理的部位,进行手工除锈,达到st3级标准。
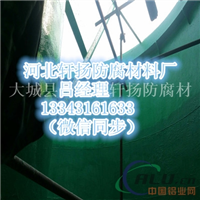
电厂乙烯基树脂胶泥高温乙烯基胶泥厂家 10用清洁干燥、无油的压缩空气或真空除尘方法清除基材表面的尘土和喷砂除锈过程中产生的杂物。
11喷砂除锈后的基材应防潮、防水、防砂或其它脏物的污染,表面不得有锈蚀和其它损伤。
12基材处理时,环境温度和基材温度应在露点3℃以上,相对湿度≤85%,基材表面不应有水分,基材温度≥10℃。否则,应把基材预热,预热温度为30℃~50℃。
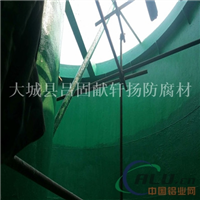
喷砂之后应于当天(8小时以内)进行底漆施工,以防止发生二次锈蚀
采用巴斯夫Elastocoat cc-5040不需要底涂
聚脲喷涂
1喷涂前检查待涂件表面状况,确认表面已固化、干燥、清洁方可施工。。在没有喷涂聚脲之前,要保证基层表面洁净,不可被灰尘、油污等杂质污染。
2检查A、R两组份料是否正常,A料是否有水份和潮气进入,若有疑问,应及时和材料供应商联系。使用前将R料进行充分的搅拌,做到颜色均匀一致、无浮色、无发花、无死沉淀。
3严禁在涂料中添加任何稀释剂。
4喷涂前检查各种设备的状况,确认性能完好。
相关推荐
其他供应
-

单价:16 元
-

单价:16 元
-

单价:16 元
-

单价:1000 元
-

单价:10 元
-

单价:10 元
-
单价:10 元
-

单价:10 元
相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。