



产品描述
本厂有手工焊配送丝机,自动焊设备配送丝机的焊接视频!欢迎您索取!
WPC-600自动氩弧焊送丝机 可以配自动焊设备、手工焊、激光自动焊设备、机械手设备等使用。配合行走小车、专用工装、自动焊专机使用时,无须另外编程,便可实现自动TIG焊接。
配手工焊接使用,熟练3天就能达到老师傅的焊接水平,新手也能焊出技师级的均匀,光滑的焊缝。
WPC-600 自动氩弧焊送丝机可送不锈钢丝,碳钢丝,铝丝,银铜合金焊丝!性能稳定,价格优惠!焊缝美观漂亮!并且可以配套氩弧焊机,激光焊机,等离子焊机,钎焊等使用。
氩弧焊机是四步工作方式的客户请和我们说明!(四步工作方式:按下开关-起弧电流/松开开关-正常工作电流,再按一次是收弧电流/再松开一次-停止焊接)默认发货--是配氩弧焊机工作方式是二步的(按下开关-起弧工作,松开开关-停止焊接)。氩弧焊送丝机能配4步工作方式的,某个销售其它牌子送丝机的不良商贩盗用我们的文字描述,号称有这个功能,实际使用中是没有的,号称时间能设置到0.01秒,用秒表实测是达不到的,请大家仔细辩别!

6种不同的送丝方式:脉冲送丝,异步送丝,延时送丝,连续送丝,同步送丝,提前送丝。满足不同材料厚薄的焊接。
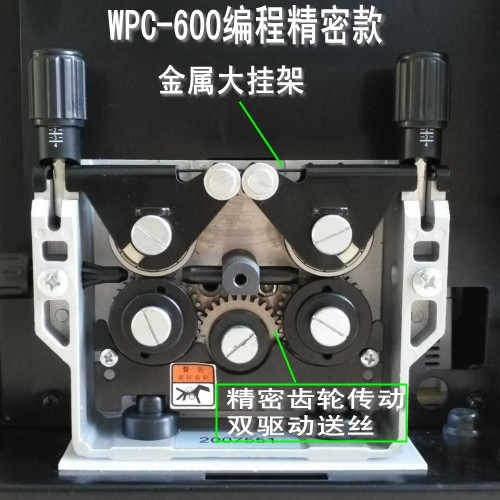
结实耐用的金属大挂架送丝机构,有效的校直焊丝不堵丝!
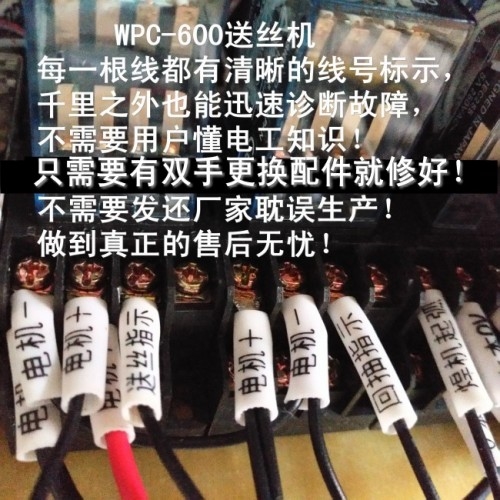
方便快捷的维修方法:每一根线都有清晰的线号标示,千里之外也能快速维修维护!不需要用户懂电气器知识,只要有一双手就能换好配件修好,不耽误用户生产。

WPC-600自动氩弧焊送丝机功能特点:
1、有停丝、送丝功能:有的工件不需要送丝,可以直接通过开关切换在停丝状态,而不需要重新去接线。如手工焊时,需要先将工件点焊,点焊时不需要送丝,将开关切换到停丝状态,点焊完了再进行拉焊时,将开关切换到送丝状态,便可实现连续送丝!
而市场上同样是具有联动功能的送丝机是需要重新接线才可以实现不送丝焊接的功能。
2、有点动送丝功能:可以点,也可以长按此键往前送丝(安装丝盘时使用)。
3、有点动回抽功能:可以点,调试时丝出来长了,不用去剪,点一下,可以回到理想的长度,功能实用方便。
4、有连续送丝脉冲送丝功能:脉冲时间和脉冲间歇时间可调范围为0.01-99.99秒。(同类产品无法做到0.01秒)
5、有三种不同的送丝功能:一、提前送丝功能(先送丝,再起弧,能够有效的保护母材不击穿)。二、同步送丝功能,送丝与起弧同时开始(不用等待焊丝,节省时间提高产量)。三、延时送丝功能:先起弧,再送丝。
6、有提前时间功能:表示提前送丝时间,可设时间范围0.01-9.99秒。
7、有延时时间功能:,可设时间范围0.01-9.99秒,焊机先起弧后,到设定时间值后开始送丝,
8、有回抽时间功能:停丝后回抽,反应灵敏。
9、断丝时间:先停丝后焊机继续溶丝几秒后熄弧。也就是溶丝时间设定。可同时设定自动回抽。焊丝粗细不同,溶丝时间也不同。
先停丝,再延时收弧,焊丝回抽反粘丝功能,解决了送丝机焊丝粘工件问题!
10、送丝速度:0-6m/min,国内同类产品调速系统和电机差,当负载15KG焊丝时,每分钟慢送丝120MM时电机便停止工作,而我们这款每分钟慢送丝到45MM时仍能均匀稳定的送丝,电机质量的好坏一定要要调到低速时来测试,在焊接薄板时是需要慢速送丝的,送快了丝来不及溶化。
11、焊接、停焊切换功能:在送丝机和焊机联动的情况下,此切换开关若置“停焊”位,点动焊枪枪把上的开关,无需关掉焊机电源,可以只让送丝机送丝而焊机不起弧。此功能在调节焊丝出送丝嘴的长度时特别管用。其它厂生产的氩弧焊送丝机,在送丝机和焊机联动时,要达到此功能,需要关掉焊机电源,而频繁地开关焊机会影响焊机的性能和使用寿命。
12、送丝枪夹具轻巧,360度角度可调,夹具重量轻,手工焊时工作手不累。
13、故障率低!由于WPC-600送丝机的控制系统是编程控制的,万一出现故障,电话就能指导用户修好!送丝机是电路板控制系统,出现故障,是要发还厂家才能维修好,发还厂家又发还用户,维修时间太长,太耽误生产,不建议用户选购。
广州市威尔得自动化焊接设备有限公司
特别提醒买家:
1、有需要送铝丝的客户,请另外购一根特弗龙送丝管和U形槽送丝轮,
2、氩弧焊机是四步工作的客户请说明!(四步工作方式:按下开关-起弧电流/松开开关-正常工作电流,再按一次是收弧电流/再松开一次-停止焊接)默认发货--氩弧焊机工作方式是二步(按下开关-起弧工作,松开开关-停止焊接)
3、不与卖家沟通,将按照标准部件清单与二步送丝工作方式发货!
4、有需要送0.6MM焊丝的客户,需要另购送丝轮与送丝嘴。
5、有0.4和0.6的送丝轮,可满足送细丝的用户。
温馨提示::
1、我们的送丝管分三类,①送钛丝的管,②送铝丝的管,③送不锈钢丝、碳钢丝、铜丝及其它硬质合金焊丝的管。标准配置每台机只配一套管,根据客户的焊丝材质选配一套,若要多套,需要另购。
2、有需要送铝丝和钛丝的客户,请和我们说明,这两种材料的焊丝所配的是U形槽送丝轮,不可以与硬质焊丝的送丝管通用。
3、我们的送丝轮分V形槽口和U形槽口两种,对应不同的焊丝材质。
4、不与卖家沟通,随机配的送丝管和送丝轮若是不合适用产生退换,来去运费由买家承担哟!
5、有需要送0.6MM焊丝的客户,需要另购送丝轮与送丝嘴。我们标准配置每台机是配V形槽口0.8/1.0、1.2/1.6的送丝轮与送丝嘴,与卖家商议后可调整其它规格发货。
焊丝的安装
1、为送丝机接上工作电源。
2、把焊丝盘挂在送丝机盘轴上。
3、把焊丝穿过送丝轮,并压紧,注意送丝轮应与焊丝直径匹配。
4、用点动开关把焊丝送入导丝嘴,并插入送丝管的进口端,把送丝管的进口端螺母与送丝机构的导丝嘴连接拧紧。
5、先拆下送丝软管前端的送丝嘴,用点动开关把焊丝从送丝软管出口前端送出。
6、把焊丝穿过送丝嘴,并把送丝嘴重新安装拧紧在枪头夹具上。
7、把送丝软管通过连接固定支架固定在焊枪上,并调整好送丝角度让焊丝对准熔池位置。
WPC-600自动氩弧焊送丝机技术性能与进口同类产品相媲美,实践证明可以替代国外品牌产品。价格上只有进口产品的三分之一!我们不赚利润,只为有需要的用上好用的,高质量的送丝机!
广州市威尔得自动化焊接设备有限公司
技术咨询电话/微信:刘工程师 (欢迎您随时来电咨询,不分节假日与下班休息时间) 可以发送丝视频供用户了解!
焊接小知识:焊接特点
不锈钢薄板的焊接有以下特点:
(1)不锈钢薄板的导热性差,容易直接烧穿。
(2)焊接时不需要焊丝,母材直接熔合。
因此,不锈钢薄板焊接的质量与操作者、设备、材料、施工方法、焊接时的外部环境及检测等因素息息相关。
在不锈钢薄板的焊接过程中,不需要焊材,但是对以下材料要求比较高: 一是,氩气的纯度、流量大小及通氩时间,二是,钨极。
相关推荐
其他供应






免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
- 广州市白云区人和威尔得自动化焊接设备厂
- 经营模式:制造商+服务商
- 主营:氩弧焊自动送丝机,直缝焊机,直缝焊接设备,直缝自动焊接机,二维手动微调滑块,环缝焊接设备,数控焊接设备,不锈钢管焊接设备
- 地区:广东 广州
留言咨询










