

-
合金牌号:
adc12
-
状态:
固态
-
用途:
通用
-
状态:
固态


合金牌号:
adc12
状态:
固态
用途:
通用
状态:
固态


压铸工艺就是利用机器、模具和合金等三大要素,将压力、速度及时间统一的过程。用于金属热加工,压力的存在是压铸工艺区别其他铸造方法的主要特点.。压力铸造是近代金属加工工艺中发展较快的一种少无切削的特种铸造方法。它是将熔融金属在高压高速下充填铸型,并在高压下结晶凝固形成铸件的过程。高压高速是压力铸造的主要特征。常用的压力为数十兆帕,填充速度(内浇口速度)约为16~80米/秒,质量好铝压铸件销售
,金属液填充模具型腔的时间极短,约为0.01~0.2秒。特点 少无切削的特种铸造方法 金属热加工 由于用这种方法生产产品具有生产效率高,工序简单,铸件公差等级较高,表面粗糙度好,机械强度大,可以省去大量的机械加工工序和设备,节约原材料等优点,所以现已成为我国铸造业中的一个重要组成部分。 压铸工艺是将压铸机、压铸模和合金三大要素农业生产体系地组合而加以综合运用的过程。而压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到统一的过程。同时,这些工艺因素又相互影响,相互制约,并且相辅相成。只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果。 因此,在压铸过程中不仅要重视铸件结构的工艺性,压铸模的先进性,压铸机性能和结构优良性,压铸合金选用的适应性和熔炼工艺的规范性;更应重视压力、温度和时间等工艺参数对铸件质量的重要作用。在压铸过程中应重视对这些参数进行有效的控制。 压力 压射力 压射力是压铸机压射机构中推动压射活塞运动的力.它是反映压铸机功能的 一个主要参数. 压射力的大小,由压射缸的截面积和工作液的压力所决定.压射力的计算公式如下: P压射力=P压射油缸×π×D2/4 式中:P压射力-压射力(N-牛) P压射油缸-压射油缸内工作液的压力(Pa-帕) D-压射缸的直径(m-米) π=3.1416 比压 压室内熔融金属在单位面积上所受的压力称为比压.比压也是压射力与压室 截面积的比值关系换算的结果.其计算公式如下: P比压=P压射力/F压室截面积 式中:P比压-比压(Pa-帕) P压射力-压射力(N-牛) F压室截面积-压室截面积(m2-米2) 即F压室截面积=πD2/4 式中D(m-米)为压室直径 π=3.1416 压力的作用 (1)比压对铸件机械性能的影响 比压加大,结晶细,细晶层增厚,由于填充特性改善,表面质量提高,气孔 影响减轻,从而抗拉强度提高,但延伸率有所降低. (2)对填充条件的影响 合金熔液在高比压作用下填充型腔,合金温度升高,流动性改善,有利于铸 件质量的提高. 比压的选择 (1)根据铸件的强度要求考虑 将铸件分为有强度要求的和一般要求的两类,对于有强度要求的,应该具有 良好的致密度.这是应该采用高的增压比压. (2)根据铸件壁厚考虑 在一般情况下,压铸薄壁铸件时,型腔中的流动阻力较大,内浇口也采用较薄的厚度,因此具有大的阻力,故要有较大的填充比压,才能保证达到需要的内浇口速度. 对于厚壁铸件,一方面选定的内浇口速度较低,并且金属的凝固时间较长,可以采用较小的填充比压;另一方面,为了使铸件具有一定的致密度,还需要有 足够的增压比压才能满足要求. 对于形状复杂的铸件,填充比压应选用高一些.此外,如合金的类别,内浇口速度的大小,压铸机合模能力的功率及模具的强度等,都应作适当考虑. 填充比压的大小,主要根据选定的内浇口速度计算得到. 至于增压比压的大小,根据合金类别,可参考下表数值选用.当型腔中排气条件良好,内浇口厚度与铸件壁厚的比值适当的情况下,可选用低的增压比压.而排气条件愈差,内浇口厚度与铸件壁厚比值愈小时,则增压比压应愈高. **选用增压比压范围表 零件类型 铝合金 锌合金 黄铜 承受轻负荷的零件 30~40MPa 13~20MPa 30~40MPa 承受较大负荷的零件 40~80MPa 20~30MPa 40~60MPa 气密性面大壁薄零件 80~120MPa25~40MPa 80~100MPa 相关的力 定义 压铸过程中,填充结束并转为增压阶段时,作用于正在凝固的金属上的比压(增压比压),通过金属(铸件浇注系统,排溢系统)传递型腔壁面,此压力称为胀型力(又称反压力)。 锁模力(即合模力)是选用压铸机时首先要确定的重要参数。 计算方法 当胀型力作用在分型面上时,便为分型面胀型力,而作用在型腔各个侧壁方向时,则称为侧面胀型力.胀型力 可用下式表示: P胀型力=P比压×A投影面积 式中:P胀型力 表示 胀型力(单位:N-牛) P比压 表示 增压比压(单位:Pa-帕) A投影面积 表示 承受胀型力的投影面积(单位m2-米2) 通常情况下必须使锁模力大于计算得到的胀型力。否则,在金属液压射时,模具分型面会胀彐开,从而产生金属飞溅,质量好铝压铸件销售
,泊头市德智机械设备制造有限公司,压铸工艺是将压铸机、压铸模和合金三大要素农业生产体系地组合而加以综合运用的过程。而压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到统一的过程。同时,这些工艺因素又相互影响,相互制约,并且相辅相成。只有正确选择和调整这些因素,使之协调一致,才能获得预期的结果。
⑥控制和调节压铸过程的热平衡;
⑦铸件取出时的质量(如变形等);
⑧模具成形表面的质量既影响铸件质量,又影响涂料喷涂周期,更影响取出铸件的难易程度。
由此可见;铸件的形状和精度、表面要求和内部质量、生产操作的顺利程度等方面,常常是与压铸模的设计质量和制造质量有直接关系的。更重要的是模具设计并制造好以后,可以再修改的程度就不大了,上述的作用与铸件质量的关系也就相对地固定了。这就是模具的设计和制造一定要建立在与压铸工艺要求相适应的基础上的缘故。因此,在某种程度上来说,压铸模与压铸工艺、生产操作存在着极为密切而又互为制约、互相影响的特殊关系。其中,压铸模的设计,实质上则是对生产过程中可能出现的各种因素的预计的综合反映。所以,在设计的过程中,必须通过分析铸件结构、熟悉操作过程、了解工艺参数能够施行的可能程度、掌握在不同情况下的填充条件以及考虑到对经济效果的影响等等步骤,才能设计出合理的、切合实用并能满足生产要求的压铸模。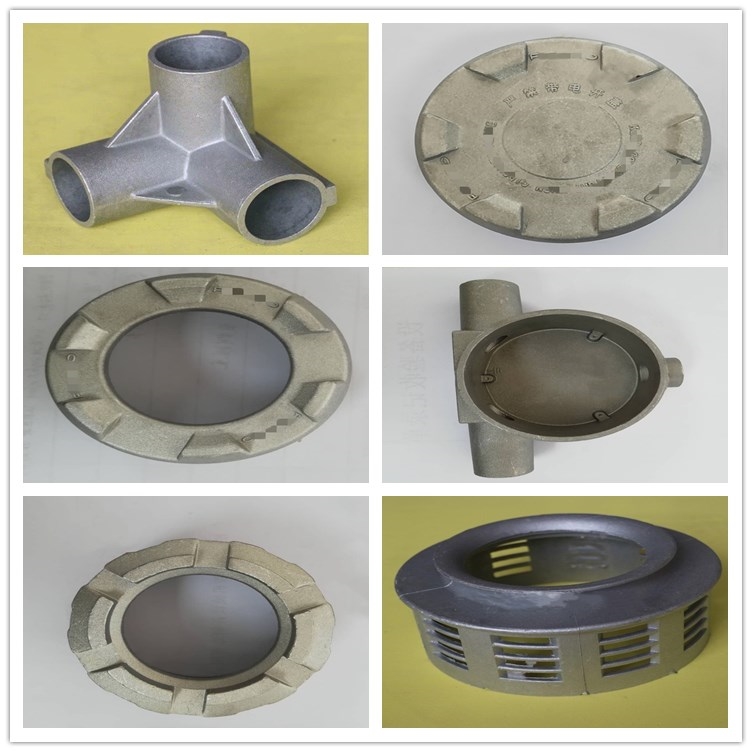

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。





