



-
合金牌号:
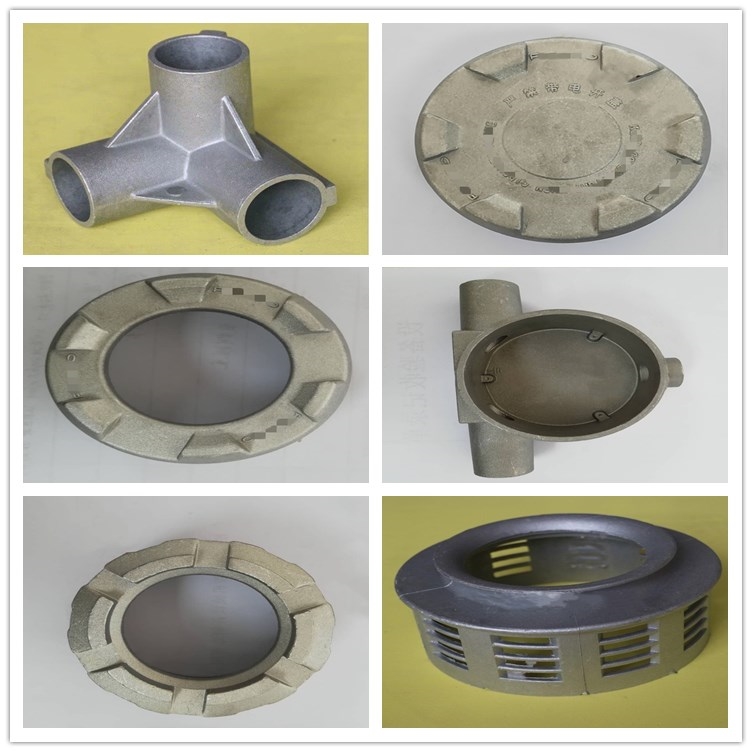
ADC12
-
状态:
固态
-
用途:
通用
-
合金元素:
1系
-
状态:
固态

合金牌号:
ADC12
状态:
固态
用途:
通用
合金元素:
1系
状态:
固态
我公司工艺成熟,厂家直销,诚信经营,支持定制,开模设计,铸件加工,专业生产厂家。本公司产品以压铸模具,锌 铝合金压铸件为主,可自主设计制作大型压铸模具。单件压铸件重量可达26公斤,主要加工设备,数控铣床三台。加工中心两台。数控雕铣机一台等模具加工制作设备数台。欢迎广大客商来厂考察洽谈。
压铸是压力铸造的简称。它是将液态或半液态金属,在高压作用下,以高速度填充压铸模具型腔,并在压力下快速凝固而获得铸件的一种方法。使用的压铸模具,称为压铸模。
压铸时常用压力是从几兆帕至几十兆帕,填充初始速度在(0.5~70)m/s范围内。因此,高压和高速是压铸的重要特征
压铸模在压铸生产过程中所起的重要作用是:
①决定铸件的形状和尺寸的精度;
②已定的浇口系统(特别是浇口位置)决定着熔融金属的填充状况;
③已定的排溢系统影响熔融金属的填充条件;
④模具的强度限制着压射比压的**限度;
⑤影响操作的效率;
⑥控制和调节压铸过程的热平衡;
⑦铸件取出时的质量(如变形等);
⑧模具成形表面的质量既影响铸件质量,又影响涂料喷涂周期,更影响取出铸件的难易程度。
由此可见;铸件的形状和精度、表面要求和内部质量、生产操作的顺利程度等方面,常常是与压铸模的设计质量和制造质量有直接关系的。更重要的是模具设计并制造好以后,可以再修改的程度就不大了,上述的作用与铸件质量的关系也就相对地固定了。这就是模具的设计和制造一定要建立在与压铸工艺要求相适应的基础上的缘故。因此,在某种程度上来说,压铸模与压铸工艺、生产操作存在着极为密切而又互为制约、互相影响的特殊关系。其中,压铸模的设计,实质上则是对生产过程中可能出现的各种因素的预计的综合反映。所以,在设计的过程中,必须通过分析铸件结构、熟悉操作过程、了解工艺参数能够施行的可能程度、掌握在不同情况下的填充条件以及考虑到对经济效果的影响等等步骤,才能设计出合理的、切合实用并能满足生产要求的压铸模。
安装(1)模具安装位置符合设计要求,尽可能使模具涨型力**与压铸机距离**,这样可能使压铸机大杠受力比较均匀。
(2)经常检查模具起重吊环螺栓、螺孔和起重设备是否完好,确保重吊时人身、设备、模具安全。
(3)定期检查压铸机大杠受力误差,必要时进行调整。
(4)安装模具前彻底擦净机器安装面和模具安装面。检查所用顶杆长度是否适当,所有顶棒长度是否等长,所用顶棒数量应不少于四个,并放在规定的顶棒孔内。
(5)压板和压板螺栓应有足够的强度和精度,避免在使用中松动。压板数量应足够多,**四面压紧,每面不少于两处。
(6)大型模具应有模具托架,避免在使用中模具下沉错位或坠落。
(7)带较大抽芯的模具或需要复位的模具也可能需要动、定模分开安装。
(8)冷却水管和安装应保证密封。
(9)模具安装后的调整。调整合模紧度。调整压射参数:快压射速度、压射压力、增压压力、慢压射行程、快压射行程、冲头跟出距离、推出行程、推出复位时间等。调整后在压室内放入棉丝等软物,做两次模拟压射全过程,检查调整是否适当。
(10)调整合模到动、定模有适当的距离,停止机器运行,放入模具预热器。
(11)把保温炉设定在规定温度,配置好规定容量的舀料勺。
制定正确的压铸工艺,压铸工正确熟练的操作和高质量的模具维修,对提高生产效率,保证压铸件质量,降低废品率,减少模具故障,延长模具寿命致关重要。



单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元

单价:26 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。




