铝铝药芯焊丝
产品参数
焊丝执行标准:GB/T10858-2008、JIS Z3232-1990 AWS A5.10:1999
产品规格:
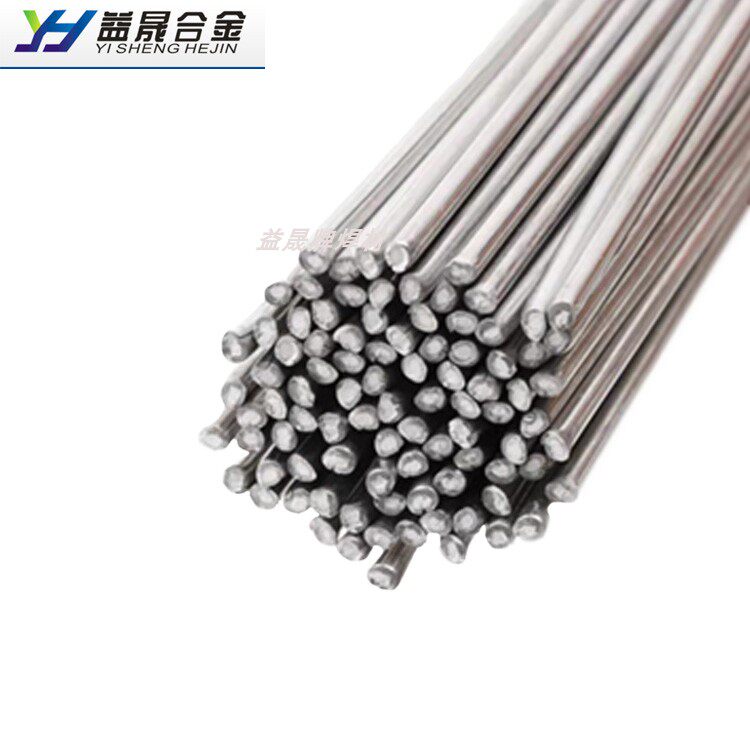
材质:ER4047
颜色:银色
焊丝直径:
1.6/2.0mm等 长度330/500mm等,支持定制
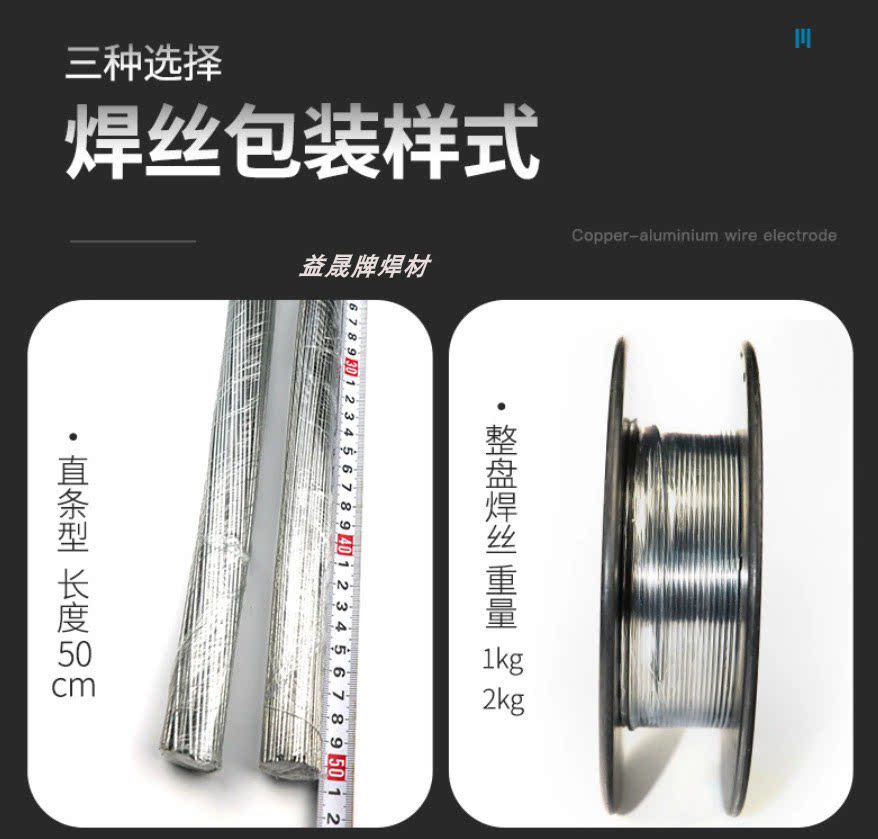
包装状态:
盘丝:纸盒包装,多种规格(0.5KG/1KG/2KG)
直条:纸盒包装;彩色塑料盒包装(多种规格,支持定制,颜色可选)
散盘:定制需求,多种规格
适用工艺:
可用于自动焊焰钎焊,手工钎焊,气氛保护炉中钎焊,高频钎焊等。
铝铝药芯焊条用途:
应用于铝制件(不可异类相接),焊接时无需另加助焊剂、直接进行焊接操作、无需添加焊粉,流动性好焊点牢固,使用在铝合金上,配合加热效率高的焊接效果更佳。
焊材使用说明:
一步:通过物理的清洗,打磨表面。
二步:加热焊接处的母材表面,直至温度达焊丝的工作温度550℃,这样就可以靠母材的热传导熔融焊丝形成焊缝,切忌不要用火焰烧焊丝,还有只有当母材表面温度足够的时候,焊丝才能够很好地流动和渗透至金属毛细。
三步:当修复比较薄的铝的时候,只要将铝母材加热到合适的工作温度,然后用焊丝来回摩擦熔融形成焊缝,只有用金属刷刷熔融焊丝填于焊接处形成焊缝。
操作注意细节:
1、母材的表面必须清理干净。即清即焊
2、母材的温度得达到550℃,包括焊接的过程中母材的温度也要保持550℃,并且温度可高不可低。
3、忌讳用火焰刻意去烧焊丝,母材温度达到550℃以后,焊丝自然会靠母材热传导熔融。


产品展示




我公司销售各种型号焊接材料,由于型号繁多,列表上有部分型号没有列出,如果本表没有找到您需要的型号,请联系我们的客服或电话咨询
相关推荐















