产品描述
薄板焊接
在薄壁零件的环缝焊接过程中,收弧和引弧时电流的突然增大和减小都会在焊缝中形成弧坑,影响焊接质量,焊机电源的不稳定,造成焊缝焊穿等现象。这也是长时间以来都不能得到满意解决的问题。
我公司的微束精密离子焊机功能的特点:
1. 电弧能量集中,温度高,焊接速度快是普通氩弧焊的3-6倍。,
2. 焊接的热影响区域小,变形量小。
3. 弧柱挺直度好,对弧长的变化不敏感,电弧稳定性好。
4. 弧柱刚性大,由于小孔效应,实现了单面焊双面成型。
5. 焊缝缺陷小,可焊接材料多,焊接质量高。
6. 等离子弧具有良好的可控性和调节性。
等离子弧焊的特点:
由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,在同样熔深下其焊接速度比tig焊高,故可提高焊接生产率。
此外,等离子弧对焊件的热输入相对较小,焊缝截面形状较窄,深宽比大,热影响区窄,其焊接变形也小。
由于等离子弧呈圆柱形,扩散角小,挺直度好,所以焊接熔池形状和尺寸受弧长波动的影响小,因而容易获得均匀的焊缝成形,而tig焊随着弧长的增加,其熔宽增大,而熔深减小。
由于等离子弧的压缩效应及热电离充分,所以电弧工作稳定,特别当联合型等离子弧在小电流(0.1a)焊时,仍具有较平的静特性,配用恒流(垂降)电源,能保证焊接过程非常稳定,故可以焊接超薄构件。
由于钨极内缩到喷嘴孔道里,可以避免钨极与工件接触,消除了焊缝夹钨缺陷。同时喷嘴至工件距离可以变长,焊丝进入熔池容易。
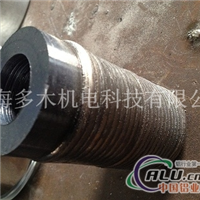
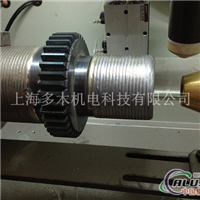
采用小孔焊接技术,能实现单面焊双面成形焊接工艺。
在薄壁零件的环缝焊接过程中,收弧和引弧时电流的突然增大和减小都会在焊缝中形成弧坑,影响焊接质量,焊机电源的不稳定,造成焊缝焊穿等现象。这也是长时间以来都不能得到满意解决的问题。
我公司的微束精密离子焊机功能的特点:
1. 电弧能量集中,温度高,焊接速度快是普通氩弧焊的3-6倍。,
2. 焊接的热影响区域小,变形量小。
3. 弧柱挺直度好,对弧长的变化不敏感,电弧稳定性好。
4. 弧柱刚性大,由于小孔效应,实现了单面焊双面成型。
5. 焊缝缺陷小,可焊接材料多,焊接质量高。
6. 等离子弧具有良好的可控性和调节性。
等离子弧焊的特点:
由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,在同样熔深下其焊接速度比tig焊高,故可提高焊接生产率。
此外,等离子弧对焊件的热输入相对较小,焊缝截面形状较窄,深宽比大,热影响区窄,其焊接变形也小。
由于等离子弧呈圆柱形,扩散角小,挺直度好,所以焊接熔池形状和尺寸受弧长波动的影响小,因而容易获得均匀的焊缝成形,而tig焊随着弧长的增加,其熔宽增大,而熔深减小。
由于等离子弧的压缩效应及热电离充分,所以电弧工作稳定,特别当联合型等离子弧在小电流(0.1a)焊时,仍具有较平的静特性,配用恒流(垂降)电源,能保证焊接过程非常稳定,故可以焊接超薄构件。
由于钨极内缩到喷嘴孔道里,可以避免钨极与工件接触,消除了焊缝夹钨缺陷。同时喷嘴至工件距离可以变长,焊丝进入熔池容易。
采用小孔焊接技术,能实现单面焊双面成形焊接工艺。
相关推荐
其他供应






相关推荐
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。