


-
合金牌号:
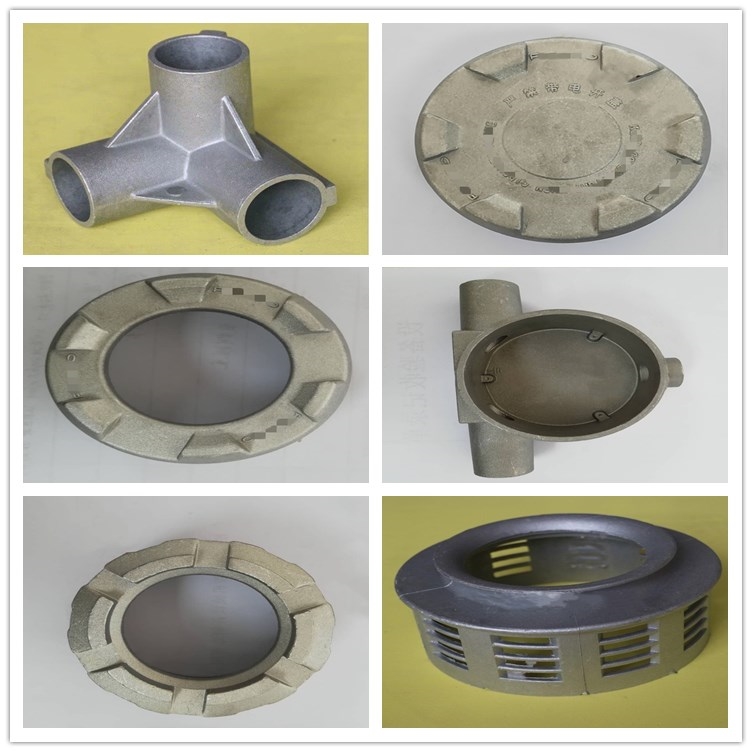
adc12
-
状态:
固态
-
表面处理:
抛丸
-
用途:
通用
-
包装:
纸箱

合金牌号:
adc12
状态:
固态
表面处理:
抛丸
用途:
通用
包装:
纸箱
压铸是压力铸造的简称。它是将液态或半液态金属,在高压作用下,以高速度填充压铸模具型腔,并在压力下快速凝固而获得铸件的一种方法。使用的压铸模具,称为压铸模。
压铸时常用压力是从几兆帕至几十兆帕,填充初始速度在(0.5~70)m/s范围内。因此,高压和高速是压铸的重要特征
压铸模在压铸生产过程中所起的重要作用是:
①决定铸件的形状和尺寸的精度;
②已定的浇口系统(特别是浇口位置)决定着熔融金属的填充状况;
③已定的排溢系统影响熔融金属的填充条件;
④模具的强度限制着压射比压的**限度;
⑤影响操作的效率;
⑥控制和调节压铸过程的热平衡;
⑦铸件取出时的质量(如变形等);
⑧模具成形表面的质量既影响铸件质量,又影响涂料喷涂周期,更影响取出铸件的难易程度。
由此可见;铸件的形状和精度、表面要求和内部质量、生产操作的顺利程度等方面,常常是与压铸模的设计质量和制造质量有直接关系的。更重要的是模具设计并制造好以后,可以再修改的程度就不大了,上述的作用与铸件质量的关系也就相对地固定了。这就是模具的设计和制造一定要建立在与压铸工艺要求相适应的基础上的缘故。因此,在某种程度上来说,压铸模与压铸工艺、生产操作存在着极为密切而又互为制约、互相影响的特殊关系。其中,压铸模的设计,实质上则是对生产过程中可能出现的各种因素的预计的综合反映。所以,在设计的过程中,必须通过分析铸件结构、熟悉操作过程、了解工艺参数能够施行的可能程度、掌握在不同情况下的填充条件以及考虑到对经济效果的影响等等步骤,才能设计出合理的、切合实用并能满足生产要求的压铸模。
安装(1)模具安装位置符合设计要求,尽可能使模具涨型力**与压铸机距离**,这样可能使压铸机大杠受力比较均匀。
(2)经常检查模具起重吊环螺栓、螺孔和起重设备是否完好,确保重吊时人身、设备、模具安全。
(3)定期检查压铸机大杠受力误差,必要时进行调整。
(4)安装模具前完全擦净机器安装面和模具安装面。检查所用顶杆长度是否适当,所有顶棒长度是否等长,所用顶棒数量应不少于四个,并放在规定的顶棒孔内。
(5)压板和压板螺栓应有足够的强度和精度,避免在使用中松动。压板数量应足够多,**四面压紧,每面不少于两处。
(6)大型模具应有模具托架,避免在使用中模具下沉错位或掉落。
(7)带较大抽芯的模具或需要复位的模具也可能需要动、定模分开安装。
(8)冷却水管和安装应保证密封。
(9)模具安装后的调整。调整合模紧度。调整压射参数:快压射速度、压射压力、增压压力、慢压射行程、快压射行程、冲头跟出距离、推出行程、推出复位时间等。调整后在压室内放入棉丝等软物,做两次模拟压射全过程,检查调整是否适当。
(10)调整合模到动、定模有适当的距离,停止机器运行,放入模具预热器。
(11)把保温炉设定在规定温度,配置好规定容量的舀料勺。
制定正确的压铸工艺,压铸工正确熟练的操作和高质量的模具维修,对提高生产效率,保证压铸件质量,降低废品率,减少模具故障,延长模具寿命致关重要。
制定正确的压铸工艺
压铸工艺是一个压铸工厂技术水平的体现,他能把压铸机特性、模具特性、铸件特性、压铸合金特性等生产要素正确的结合起来,以**的成本,生产满足客户要求的压铸产品。因此,必须重视压铸工艺工程师的选拔和培训。压铸工艺工程师是压铸生产现场技术总负责人,除制定正确的压铸工艺,根据生产要素变化及时修订压铸工艺外,还负责对模具安装调整工、压铸操作工、模具维修工的培训和提高。
(1)确定*合理的生产率,规定每一次压射周期的循环时间。过低的生产率固然不利于提高经济效益,过高的生产率往往以牺牲模具寿命和铸件合格率为代价,算总帐细帐经济益可能更差。
(2)确定正确的压铸参数。在确保铸件符合客户质量标准的前提下,应使压射速度、压射压力、合金温度**。这样,有利于降低机器、模具负荷,降低故障,提高寿命。根据压铸机特性、模具特性、铸件特性、压铸铝合金特性等腰三角形,确定快压射速度、压射压力、增压压力、慢压射行程、快压射行程、冲头跟出距离、推出行程、保压时间、推了复位时间、合金温度、模具温度等。
(3)使用水基涂料,必须制订严格详细的喷涂工艺。涂料品牌,涂料与水的比例,模具每一个部位的喷涂量(或喷涂时间)和喷涂顺序,压缩空气压力,喷枪与成型表面的距离,喷涂方向与成型表面的角度等。
(4)根据压铸模实际确定正确的模具冷却方案。正确的模具冷却方案对生产效率、铸件质量、模具寿命有较大的影响。方案应规定冷却水**方法,压铸几个模次开始冷却,相隔几个模次分几次把冷却水阀门开到规定开度。点冷却系统的冷却强度应由压铸工艺工程师现场调定,配合喷涂达到模具热平衡。
(5)规定对不同滑动动部位,如冲头、导柱、导套、抽芯机构、推杆、复位杆等部位的不同润滑频率。
(6)制订每一个压铸件的压铸操作规程,并培训和监督压铸工按规程操作。
(7)根据模具复杂程度和新旧程度,确定适当的模具预防性维修
压铸铝件来样来图加工性能特点
铝铸造现代模塑技术
复杂的铝铸件铸造是一种以电磁泵低压铸造技术为核心,铝冶炼和成型复合净化技术和制造业核心的新技术,生产高质量铝铸件现代技术。电磁泵低压铸造金属熔液传输系统有一个稳定的流动,流量控制方便,缓解过程熔融氧化铝的倒吸气和易于实现的优点是使用流程的自动化,这不仅铸造质量的提高铝铸件铸造,而且还可以改善工作环境。减少劳动强度,实现自动化和现代化的铸造生产。
净化的熔融搪瓷合金铸件的重要组成部分,是铝冶炼和复合净化设施除了注气和自旋泡沫陶瓷过滤器与高脱气,除非性能的金属夹杂物。此外,它使用一个新的长寿命衬里材料,有单独的保温/供热系统可以用于大量的连续生产,同时也为间歇生产。这项技术的熔铝净化效率高、寿命长、低成本的有效的、易于安装、使用和灵活。铸造经验告诉我们,来解决复杂问题的质量铝铸件在三个主要方面:
(1)铝液熔炼和融化,
(2)的平稳过渡熔铝金属卤化物灯
(3)的大小和稳定的模具和砂芯过程。
核心制造流程建模可以看到铸件质量和产量有直接影响。铸造孔隙度、粘砂、瘢痕、热裂解和表面质量、尺寸精度,采用砂性能的关系非常好。建模和制造的新技术是 PEPSET核心树脂粘结剂用于原锆砂砂的树脂从硬砂,困难的那种自硬砂机制一个单独的、非硬化化学反应
,是时候开始硬化,固化反应一旦开始快速。所以教练袋,因为在一个艰苦的、高度度、脂肪气体崩溃的小,有良好的性能是铸件表面的复杂性,确保质量和稳定性的尺寸精度。
性能及应用 编辑
铸造铝合金具有一些其他铸件无法比拟的优势,如美观、质量轻、耐腐蚀等优势,使它广受用户的青睐,特别是在汽车轻量化以来,铸造铝合金铸件在汽车工业中得到了广泛的应用。
铸造铝合金的密度比铸铁和铸钢小,而比强度则较高。因此在承受同样载荷条件下采用铝合金铸件,可以减轻结构的重量,故在航空工业及动力机械和运输机械制造中,铝合金铸件得到广泛的应用。铝合金有良好的表面光泽,在大气及淡水中具有良好的耐腐蚀性,故在民用器皿制造中,具有广泛的用途。纯铝在硝酸及醋酸等氧化性酸类介质中具有良好的耐蚀性,因而铝铸件在化学工业中也有一定的用途。纯铝及铝合金有良好的导热性能,放在化工生产中使用的热交换装置,以及动力机械上要求具有良好导热性能的零件,如内燃机的汽缸盖和活塞等,也适于用铝合金来制造。
铝合金具有良好的铸造性能。由于熔点较低(纯铝熔点为660.230C,铝合金的浇注温度一般约在730~750oC左右),故能广泛采用金属型及压力铸造等铸造方法,以提高铸件的内在质量,尺寸精度和表面光洁程度以及生产效率。铝合金由于凝固潜热大,在重量相同条件下,铝液的凝固过程时间延续比铸钢和铸铁长得多,放流动性良好,有利于铸造薄壁和结构复杂的铸件。
铸造铝合金铸件拥有众多的优势,使它成为铸造行业的发展方向和采购客户**青睐的铸造产品之一,未来随着铝合金铸造技术的进步,它将在更大的舞台上展示自己的风采。
国内铝合金铸件业未来发展急需解决的问题分析
降低能耗,减少环境污染以及节约有限资源是当今各国面临的一个十分重要而紧迫的任务。在汽车等产品轻量化的总趋势的推动下,可以预计,今后10年,我国轻金属铸件市场将会有大幅度的发展。各铸件生产大国的铝、镁合金铸件所占比例在13%~19%之间,有些更是高达30%~40%,而我国的铝、镁合金铸件所占的比例不到10%。发达**90%以上的铝铸件用于汽车零件制造业,在我国,铝合金铸件要形成规模化生产并满足汽车轻量化的要求要解决的问题还很多**,汽车对铝铸件的要求向薄壁、形状复杂、高度度、高质量的方向发展。为适应这种要求,应进一步优化铸造工艺并进行新合金材料的开发。第二,应从设计和工艺的角度降低生产成本,如使用一模多件技术和自动化技术以提高生产率、延长模具使用寿命,并采用一体化的设计减少零件数量。第三,采用计算机模拟技术,缩短工艺方案的开发周期。第四,加大铝的回收力度。更新铝是铝铸造的主要原料,我国在发展铸造业的同时应重视更新铝资源的利用,开发从复合材料和异种材料组合的废料中的有效分离铝的技术,并建立广泛的废料回收体系。
压铸铝件来样来图加工技术参数
压铸铝件来样来图加工使用说明
压铸铝件来样来图加工采购须知
泊头市科泽金属制品有限公司位于中国铸造之乡河北省泊头市,紧邻京沪****、京沪高速路、104、106国道,距天津港160公里,东临渤海,处于****、公路、海运的枢纽地带,地理位置优越,交通非常便利。
公司致力于压铸模具设计与加工、浇铸模具制作、锌铝压铸件产品,专业生产各类阀铝配件、胶轮铝骨架、家居铝配件、风机铝配件、汽车铝配件、轴承压盖配件、数控机床铝配件、油抽子铝配件、铝壳子/盖子、其它铝铸件等产品及配件,广泛应用于汽车制造、内燃机生产、摩托车制造、电动机制造、油泵制造、园林美化、电力建设、建筑装饰、传动机械制造准确仪器等各个行业,多年来深受行业客户信赖!
我公司始终坚持良好的工作理念,把产品的质量和客户的满意作为公司的追求,努力提高产品的质量和性能,使公司不断的发展壮大。
质量保证体系:
1、进料品质控制
通过**检测仪器设备,对外协来料进行检测,包括化学成分分析,探伤分析,力学性能检测,抗冲击性能分析,原材料的品质。
2、压铸过程品质控制
不断提升自动化水平,完善压铸工艺,对加工尾件进行严格检验把关,实施共建责任制,整体化铸件的质量。
3、加工过程品质控制
通过制定科学的加工工艺,设备的定期点检维护,员工的培训教育,质量控制文件与记录的覆盖,整体化保证产品加工质量要求。
4、包装入库过程品质控制
通过工作现场**先出的场地设置,包装作业文件与包装检查文件的覆盖,包装工作人员的定位定岗,仓库管理专人来负责产品包装质量与数量的准确性。
泊头市德智机械设备制造有限公司凭借丰富的工程技术人员和精干熟练的员工队伍,凭借严谨务实的工作氛围完成可靠的产品质量,公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户较好”的原则为广大客户提供**的服务。欢迎惠顾!



单价:26 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。












