



- 1
- 2
供应产品分类
精品推荐
-
单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-
单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-

单价:0.00 元
-
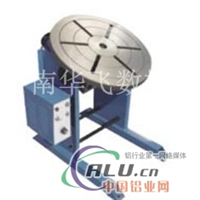
小型座式变位机
小型座式变位机采用直流电机驱动,可实现无级调速。控制器采用微机控制,可实现变位机和焊机的联动。本产品采用有经验的抗电磁干扰设计,可以避免氩弧焊时的高频干扰。动力系统采用蜗轮蜗杆反转机构,具有自锁功能。工作台翻转角度为0~90°,可实现无级翻转。根据用户需求可配置焊接枪头支架、调节机构、导轨和气动
2019-05-31 0.00/台 -
可调式焊接滚轮架
可调式焊接滚轮架可通过预留螺孔或丝杠调节滚轮中心距,以适应工件直径变化,驱动采用摆线针轮减速机方式或蜗轮蜗杆减速机方式,双电机驱动。根据用户的需求,滚轮分胶轮、钢轮、钢胶组合轮三种形式;可与其他设备联动控制。该滚轮架主要用于圆柱形筒体的焊接、抛光、衬胶及装配等,还可与其他工装配合进行锥体、分段不
2019-05-31 0.00/台 -
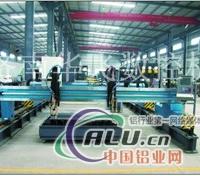
变截面梁自动焊接
该设备是汽车大梁焊接的专项使用焊接设备,广泛用于建筑钢结构、汽车大梁和工程机械“工”字梁的自动化焊接生产,控制系统采用集中控制。设备主要由龙门架、两套MZ-1000埋弧焊电源、两套横向电动移动滑板、两套电动悬挂机头、两套跟进机构、两台焊剂自动回收机和控制系统等组成。其工作效率高、焊接质量好,是H
2019-05-31 0.00/台 -
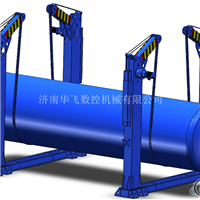
链条翻转机
主要技术参数项目技术参数可翻转工件高×宽(非常大尺寸)3800×3800mm可翻转工件长度7000―14000mm翻转方式链条式整机功率9KW提升速度约1500mm/min
2019-05-31 0.00/台 -
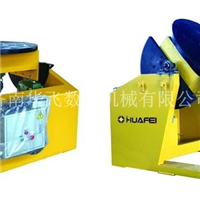
座式变位机
座式变位机通过工作台的回转或倾斜,使焊缝处于水平或船形位置的装置。工作台旋转采用变频无级调速,工作台通过扇形齿轮或液压油缸驱动倾斜。工作台翻转角度为0°~120°。它可以实现与操作机或焊机联控。控制系统可选装三种配置:按键数字控制式、开关数字控制式和开关继电器控制式。该产品应用于各种轴类、盘类、
2019-05-31 0.00/台 -
自动焊接操作机
自动焊接操作机可对金属容器、金属焊接结构件进行各种焊缝、各种方式的焊接。广泛应用于风电设备、压力容器、石化、管道、钢结构、锅炉、造船、堆焊修正等众多行业。可以根据用户的要求加装电动拖板、内伸缩臂、载人装置和维护爬梯,还可配套各种跟进及监控、电弧摆动、焊剂回收输送装置等。操作机控制系统采用数字
2019-05-31 0.00/台 -
自调式焊接滚轮架
自调式焊接滚轮架可根据筒体直径大小自行调节。其驱动采用摆线针轮减速机方式或蜗轮蜗杆减速机方式,双电机驱动。根据用户的需求,滚轮分胶轮、钢轮、钢胶组合轮三种形式;可与其它设备联动控制。该滚轮架主要用于圆柱形筒体的焊接、抛光、衬胶及装配等,还可与其它工装配合进行锥体、分段不等径回转体的装配和焊
2019-05-31 0.00/套 -
 异形罐体自调滚轮架
异形罐体自调滚轮架主要技术参数型号GRJ-102主承载重量10T滚轮座调节方式螺钉分档调节滚轮线速度200-1000mm/min(变频无级调速)滚轮驱动电机功率8×1.1KW适应工件直径范围φ
2019-05-31 0.00/台 -
 筒体环缝焊接中心
筒体环缝焊接中心该环缝焊接专机主要由CZ44电动行走电动回转操作机、ZTX-10T特制滚轮架、NBC-500逆变气保焊机、焊接小车等部分组成,主要用于焊接罐体的外环缝。该专机适合靠近车间墙壁布置。主要工作步骤:n把工件放置到ZTX-10T滚轮架上;n通过操作机的行走功能及横臂伸缩功能使焊枪对正焊缝起
2019-05-31 0.00/台 -
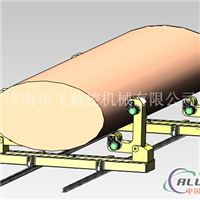
 长轴滚轮架及组对鼠笼工装
长轴滚轮架及组对鼠笼工装1.结构形式:整体或分段式结构形式;用于8-16立方罐车。2.主要用于水泥搅拌车搅拌筒体组对焊接;筒体直径范围?1800-2600mm,两滚轴中心距可调;3.长轴式滚轮架载重5-20吨;滚筒长度6000-10000mm;滚筒直径?260-325mm;4.采用交流变频调速控控制;并代远
2019-05-31 0.00/台