铝合金低压铸造:
金属模低压铸造
低压铸造:
低压脱模


Foshan city Saibinge Casting technology Co., LTD.
主营:精炼喷粉罐,脱模涂料,重力铸造涂料,耐火纤维糊,铝铸造脱模涂料,被覆剂,低压铸造涂料,铝浇铸涂料

铝合金低压铸造:
金属模低压铸造
低压铸造:
低压脱模

产品简介
以绝热物质为主要成份。在模具表面形成一层致密的保温层,保护模具表面,提高金属液流动性,改善铸件质量。
技术指标
外观:浅褐色糊状
密度(g/cm3 )1.3~1.6
粘度(?104 mPa.S)0.3~0.8
24h沉降率(%)≤80
产品用途
铝合金重力、低压铸造的通用性涂料。
产品优点
粒度细,良好的绝热性,既可用于型腔表面,又能用于浇、冒口部位降低该部位金属液的冷却速度,以达到良好的补缩作用。附着力强,悬浮性好,稀释后沉降很慢
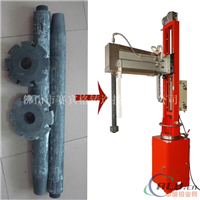
使用方法
??模具准备:
清洁模具表面,将模具均匀加热到250-350℃,然后自然放置冷却到180-240℃ 开始喷涂涂料
??涂料准备:
打开桶盖,将涂料再完全重新混合均匀。加水稀释,稀释比涂料/ 水=1︰3~5(体积比),稀释后一定要混合均匀
??喷涂:
喷枪压力2~3bar,喷嘴与模具表面保持200~300mm,从模具外部开始逐渐向内部喷涂,保持与模具表面垂直喷涂,涂层厚度约100-205?m,要分多个薄层喷涂,而不是一个或两个厚层喷涂
??铸造:
铸造前一定要将喷涂好涂料的模具加热到模具工作温度(400~500℃),然后开始铸造
卫生安全应防止涂料进入眼睛或粘在外表上,操作者应穿戴好工作服和防护眼镜。若不慎涂料进入眼睛或粘在外表上应立即用干净的水清洗。
产品包装
5 kg / 桶,4桶/箱
储存期
6个月,储存于干燥的室内,温度在4~32℃。










单价:80 元

单价:80 元

单价:80 元

单价:80 元

单价:50 元

单价:40 元

单价:500 元

单价:0.5 元
免责申明:以上所展示的信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责,铝道网对此不承担任何保证责任。为保障您的利益,我们建议您选择铝道网的 铝业通会员。友情提醒:请新老用户加强对信息真实性及其发布者身份与资质的甄别,避免引起不必要
风险提示:创业有风险,投资需谨慎。打击招商诈骗,创建诚信平台。维权举报:0571-89937588。
闂傚倸鍊烽懗鑸电仚缂備胶绮崝娆忕暦閵忋倕鍐€妞ゆ劑鍎卞皬婵$偑鍊栫敮鎺斺偓姘煎墰閳ь剚鑹鹃ˇ浼村Φ閸曨垰绠抽柟瀛樼妇閸嬫捇鎳¢妶鍥╃厠闂佽法鍣﹂幏锟�|闂傚倸鍊烽懗鑸电仚缂備胶绮崝妤冨垝閺冨牊鍊婚柦妯侯槸閻庮參姊虹粙鎸庢拱闁糕晛鍟村鎼佸冀椤撶喓鍘繝鐢靛仜閻忔繈宕濆鑸电厸闁稿本顨呮禍锟�|闂傚倸鍊风粈浣虹礊婵犲倴缂氱憸鎴﹀Φ閹扮増鍊烽柟纰卞幗椤旀棃姊洪幖鐐插姶闁告挻鐟︾€靛ジ鎮╃紒妯煎弳闂佺粯娲栭崐鍦偓姘炬嫹|闂傚倸鍊搁崐鐑芥嚄閸洖纾婚柟鎹愬煐瀹曟煡鏌嶈閸撴稓妲愰幒鎳虫棃宕橀妸锔句邯闂備礁鎼懟顖炲箠濮椻偓瀵偊骞樼紒妯绘闂佽法鍣﹂幏锟�|闂傚倸鍊烽懗鍓佸垝椤栫偑鈧啴宕ㄧ€涙ê浜辨繝鐢靛Т閸婂绱撳鑸电厱妞ゆ劑鍊曢弸鏃堟煟濠靛棛鍩i柡宀嬬到铻栭柍褜鍓熼幃褎绻濋崶椋庣◤闂佽法鍣﹂幏锟�|闂傚倸鍊烽懗鍫曘€佹繝鍥ф槬闁哄稁鐏愰崫鍕ㄦ斀閻庯綆鍋勯崜銊╂⒑閸濆嫬鏆婇柛瀣尵缁辨帒螖閸愩劍鐏堥悗瑙勬礀缂嶅﹪銆侀弴銏℃櫜闁搞儮鏁╅敓锟�|闂傚倸鍊烽懗鑸电仚缂備胶绮崝妤冨垝閺冨牊鍊婚柦妯侯槸閻庮參姊虹粙璺ㄧ伇闁稿鐩幆灞轿旈崨顔惧幍闁诲孩绋掑玻璺ㄧ不濡眹浜滈煫鍥ㄦ⒐鐏忥附鎱ㄦ繝鍐┿仢妤犵偞鎹囬獮鎺楀箻閸ㄦ稒鏅梻鍌欑閹芥粍鍒婇幘顔肩闁跨噦鎷�|闂傚倸鍊峰ù鍥ㄧ珶閸喆浠堢紒瀣儥濞兼牕鈹戦悩宕囶暡闁绘帡绠栭弻鐔虹磼閵忕姵鐏堢紓浣哄缂嶄線寮婚悢琛″亾濞戞瑡缂氶柣顓烆儑缁辨帡顢氶崱妯侯伓|English
闂傚倸鍊搁崐鐑芥嚄閸洖纾婚柟鎹愬煐瀹曟煡鏌涢銈呮灁妞も晜鐓¢弻娑㈠箻濡も偓閹虫劙鏁嶉悙鐑樷拺閻犳亽鍔屽▍鎰版煙閸戙倖瀚� 闂傚倸鍊烽懗鍓佸垝椤栫偑鈧啴宕ㄧ€涙ê浜辨繝鐢靛Т閸婂绱撳鑸电厱妞ゆ劗濮撮崝姘辩磼閻橆喖鍔﹂柡灞界Х椤т線鏌涢幘璺烘瀻妞ゆ洩缍侀幃浠嬪川婵犲啯顏熼梻浣芥硶閸o箓骞忛敓锟� © 2002-2024 闂傚倸鍊风粈渚€骞栭锔藉亱婵犲﹤鐗嗙粈鍫熺箾閹存瑥鐏柛瀣枑閵囧嫰寮介妸褏鐓傜紒楣冪畺缁犳牠寮婚悢琛″亾閻㈢櫥鐟版毄闂備胶顢婇~澶娒洪悢鐓庣畺婵°倕鎳庨幑鑸点亜閹捐泛浠掔紒顔肩埣濮婅櫣鎷犻垾铏亶濠电偠灏欓崰鏍ь嚕椤愩埄鍚嬪璺侯儐濞呫垽姊虹捄銊ユ珢闁瑰嚖鎷�闂傚倸鍊搁崐鐑芥嚄閸洖纾婚柟鎹愬煐瀹曟煡鏌涢銈呮灁妞も晜鐓¢弻娑㈠箻濡も偓閹虫劙鏁嶉悙鐑樷拺閻犳亽鍔屽▍鎰版煙閸戙倖瀚�婵犵數濮烽弫鎼佸磻濞戙垺鍋ら柕濞炬杹閳ь剨绠撻弫鎾绘晸閿燂拷2-20060159